Hrendkívül rugalmas, bármilyen összetett szerkezetű 3D szilárd modellt képes előállítani, és a gyártási költség szinte független a termék összetettségétől.
CAD-modell közvetlen vezetése, a fröccsöntési folyamat teljesen digitális, nincs szükség speciális rögzítésre vagy szerszámra, a tervezés és a gyártás (CAD/CAM) pedig erősen integrált.
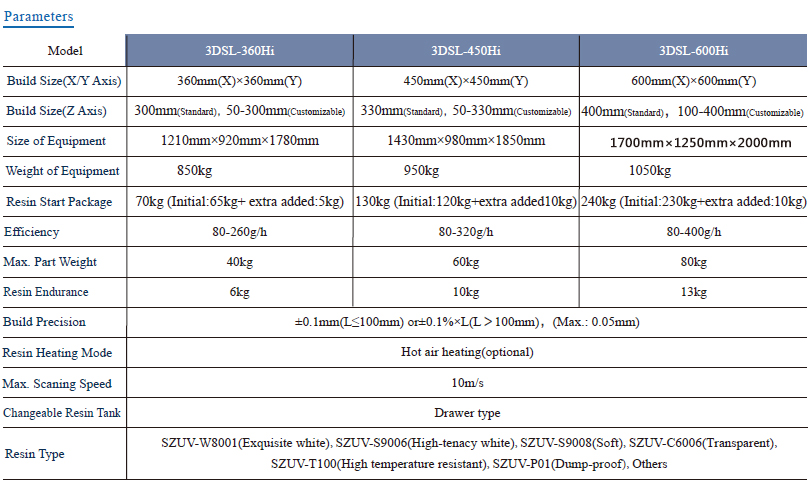
Hnagy pontosság, ±0,1%
Hnagyon reduktív, nagyon finom részletek készítésére alkalmas, vékony falak
Ma régi felület kiváló
Fast sebesség
Herősen automatizált: a folyamat teljesen automatizált, a folyamat nem igényel emberi beavatkozást, és a berendezés felügyelet nélkül maradhat