Hانتہائی لچکدار، یہ کسی بھی پیچیدہ ڈھانچے کا کوئی بھی 3D ٹھوس ماڈل تیار کر سکتا ہے، اور پیداواری لاگت مصنوعات کی پیچیدگی سے تقریباً آزاد ہے۔
CAD ماڈل ڈائریکٹ ڈرائیونگ، مولڈنگ کا عمل مکمل طور پر ڈیجیٹل ہے، کسی خاص فکسچر یا ٹولز کی ضرورت نہیں ہے، اور ڈیزائن اور مینوفیکچرنگ (CAD/CAM) انتہائی مربوط ہے۔
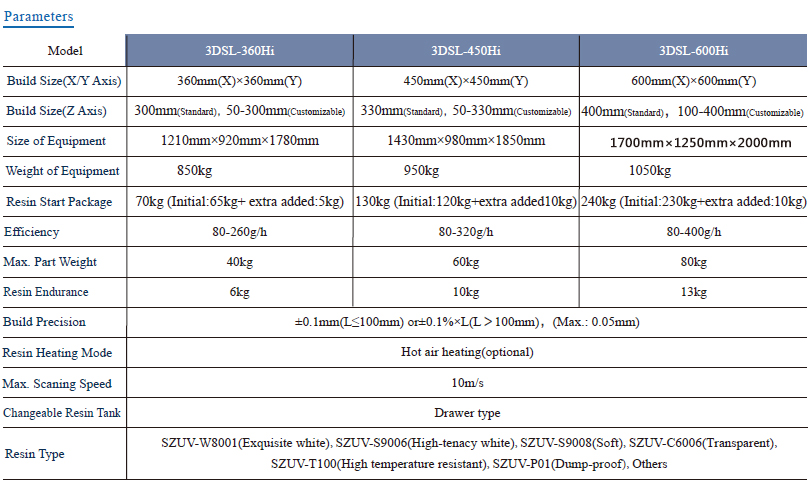
Hاعلی درستگی، ±0.1%
Hانتہائی کم کرنے والا، بہت عمدہ تفصیلات، پتلی دیواریں بنانے کے قابل
Mپرانی سطح کا معیار بہترین ہے۔
FAS رفتار
Hانتہائی خودکار: یہ عمل مکمل طور پر خودکار ہے، اس عمل میں کسی انسانی مداخلت کی ضرورت نہیں ہے، اور سامان کو بغیر توجہ دی جا سکتی ہے۔