

Тривимірний друк має очевидну перевагу в швидкості при виробництві невеликих серій і при розробці певних типів проектів, таких як автомобільна, аерокосмічна, авіаційна, військова, потяги, мотоцикли, кораблі, механічне обладнання, водяні насоси, кераміка тощо.
Різноманітність традиційних ливарних продуктів, які важко виготовити, тепер можна виготовити за допомогою 3D-друку, наприклад, лопатки турбіни діаметром 0,5 мм, різні внутрішні канали для охолодження масла та різноманітні структурно складні виливки.
Для виробів мистецтва також можуть широко використовуватися різні типи форм для масового виробництва.
3D-друк сприяє розвитку ливарної промисловості
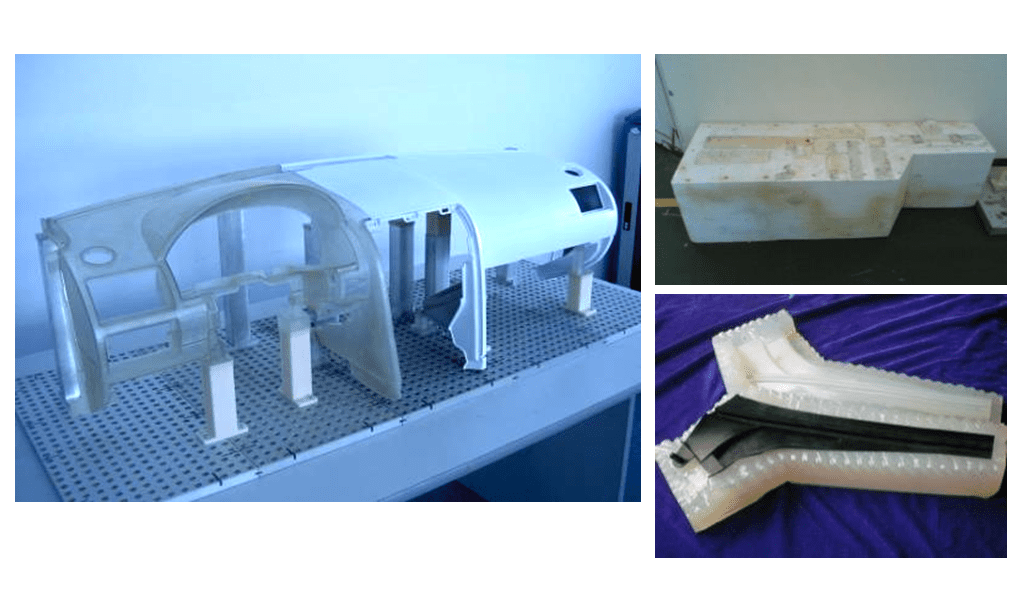
Вакуумне лиття
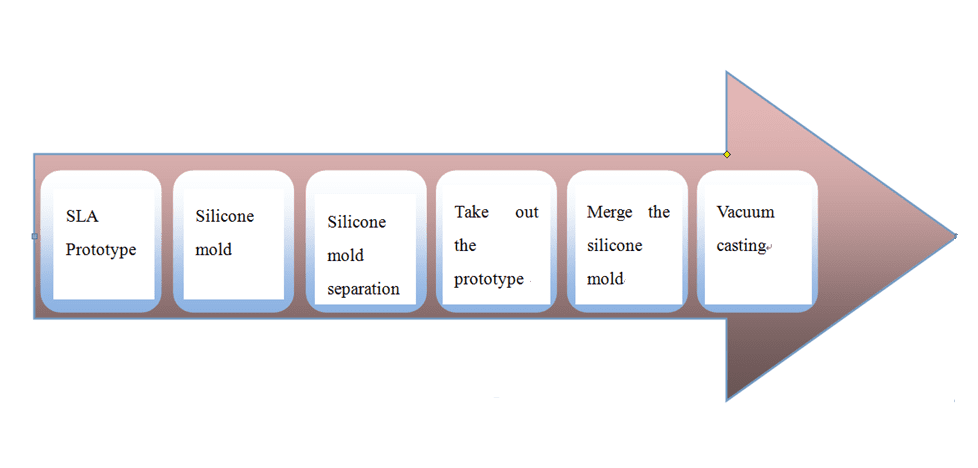
Заснована на застосуванні технології RP, нова лінія розробки продуктів, яка використовувала силіконову гуму RTV та вакуумне лиття, зараз широко застосовується в галузі автомобільної, електронної та медичної галузі.

RIM: Лиття під тиском під тиском (Епоксидне лиття)
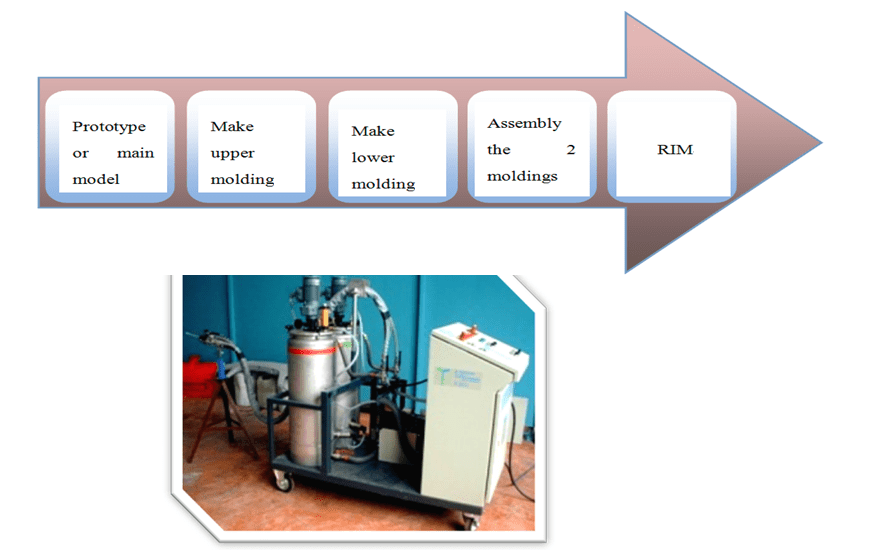
RIM — це новий процес, застосований для виробництва швидкого формування. Це суміш двокомпонентних поліуретанових матеріалів, які вводять у швидку прес-форму при нормальній температурі та низькому тиску та утворюють за допомогою хімічних і фізичних процесів, таких як полімеризація, зшивання та затвердіння матеріалів.
Він має такі переваги, як висока ефективність, короткий виробничий цикл, простий процес і низька вартість. Він підходить для невеликого пробного виробництва в процесі розробки продукту, а також для невеликого виробництва, простої конструкції кришки та виробництва великих товстостінних і нерівних товстостінних виробів.
застосовні форми: форма зі смоли, форма з АБС, форма з алюмінієвого сплаву
матеріал лиття: двокомпонентний поліуретан
Фізичні властивості матеріалу: схожий на PP / ABS, продукт має антистаріння, сильну ударостійкість, високий ступінь підгонки, легке завантаження та розвантаження
Принцип роботи перфузійного формування RIM при низькому тиску полягає в наступному: попередньо сформована двокомпонентна (або багатокомпонентна) рідка сировина подається в змішувальну головку через дозувальний насос у певному співвідношенні, а потім безперервно заливається в прес-форму для формування реакційного твердіння. Регулювання співвідношення досягається зміною швидкості насоса, яка контролюється одиничним обсягом випуску насоса та часом впорскування.

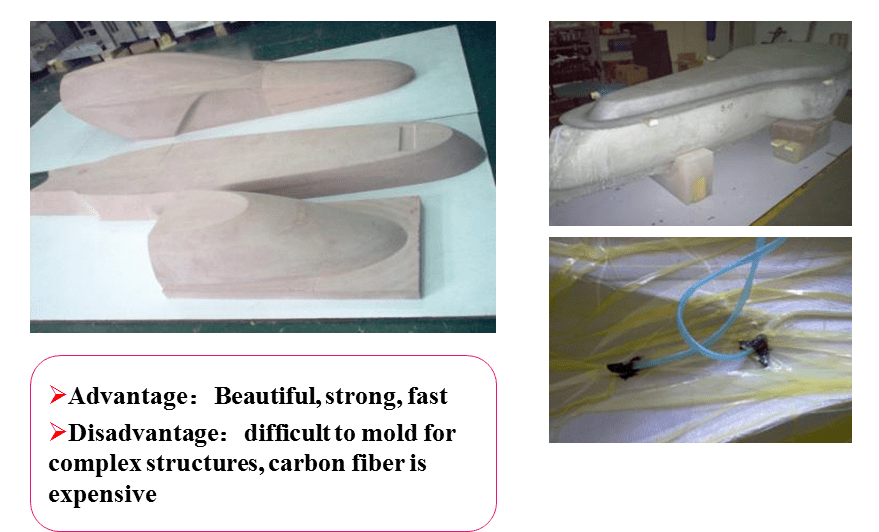
Введення вакууму з вуглецевого волокна / армованого волокном пластику (FRP).
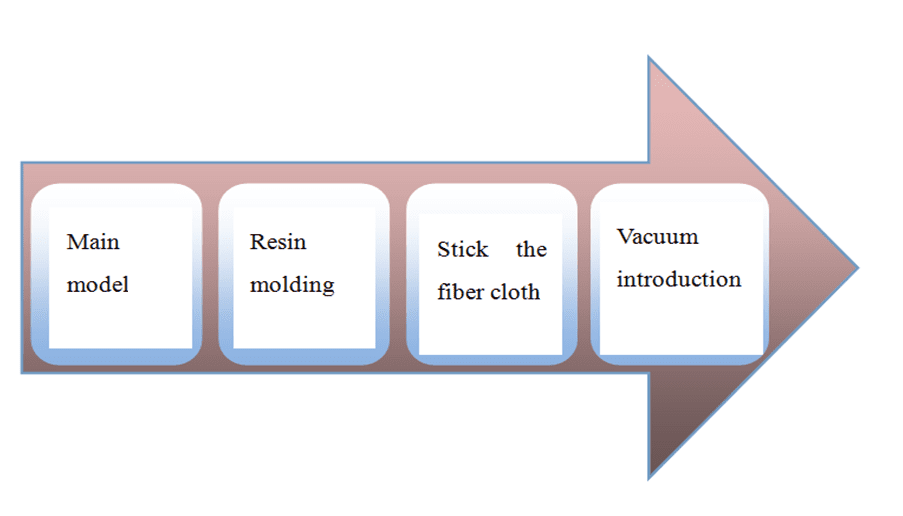
Основний принцип процесу введення вакууму стосується укладання скловолокна, склотканини, різних вставок, роздільної тканини, проникного для смоли шару, укладання трубопроводу для смоли та покриття нейлону (або гуми на затверділому шарі гелевого покриття). Силіконова) гнучка плівка (тобто вакуумний мішок), плівка та периферія порожнини щільно запечатані.
Порожнина вакуумується, і смола вводиться в порожнину. Процес формування, під час якого смола просочується вздовж смоляної труби та поверхні волокна під вакуумом для просочування пучка волокон при кімнатній температурі або при нагріванні.
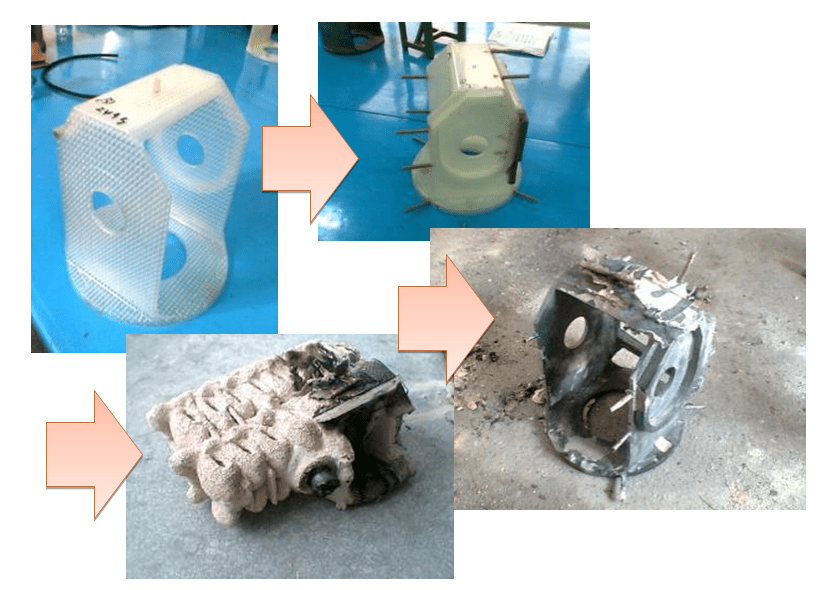
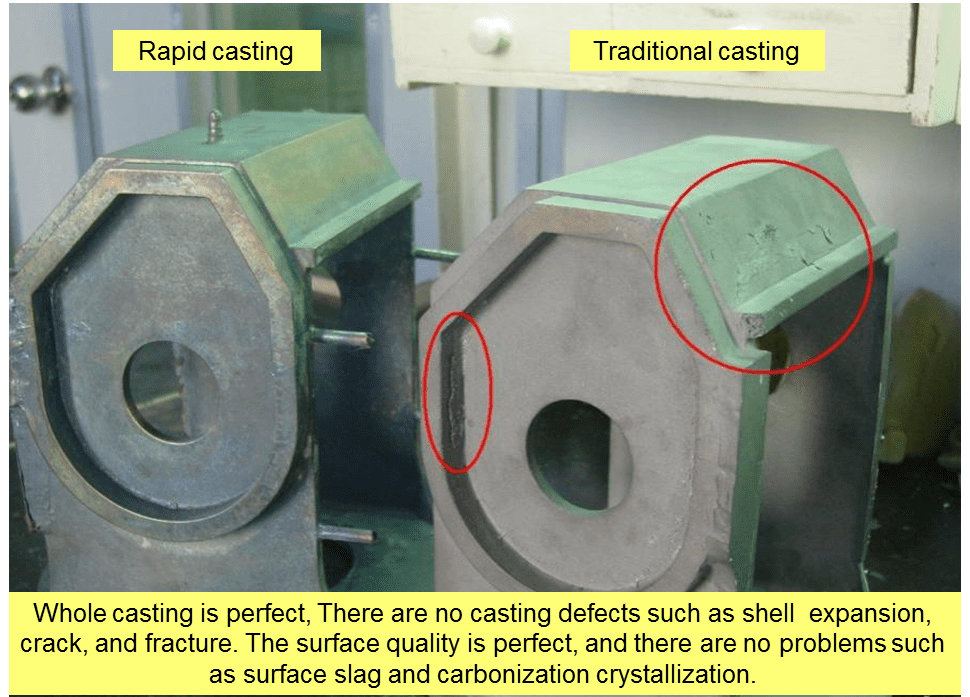
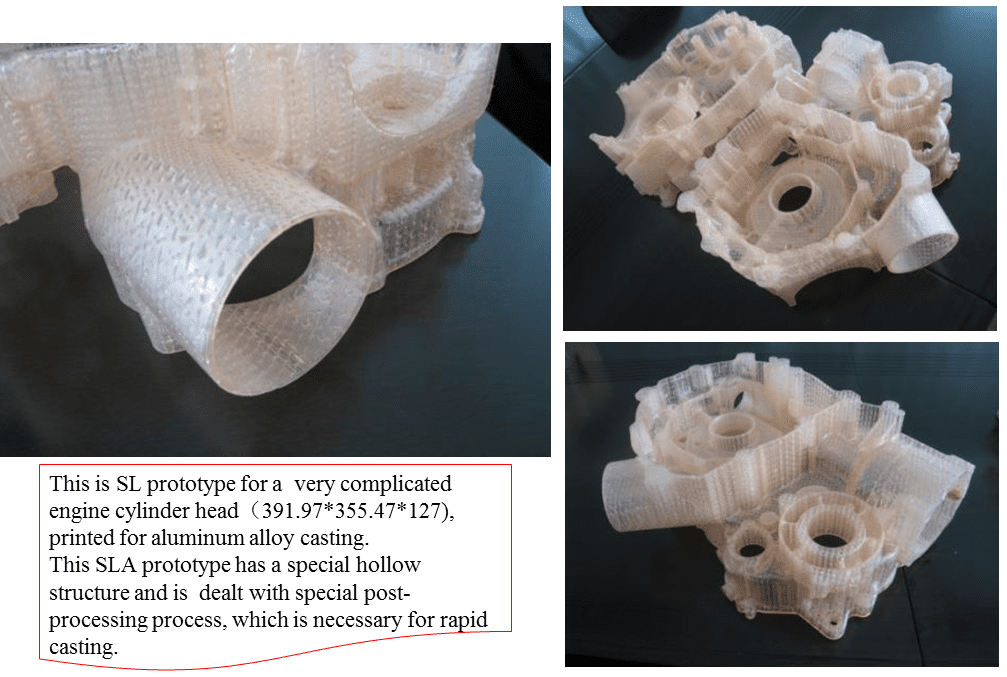
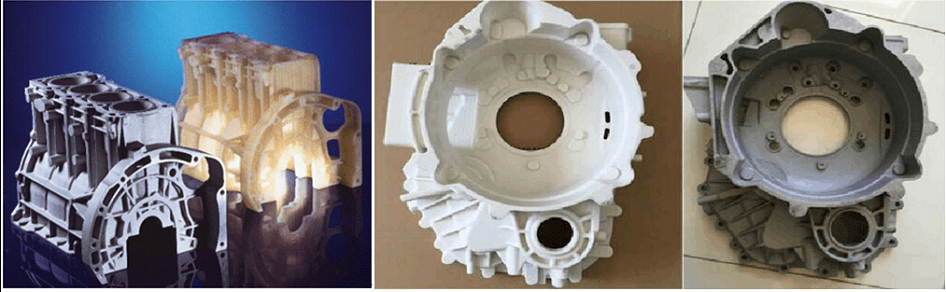
Швидке лиття
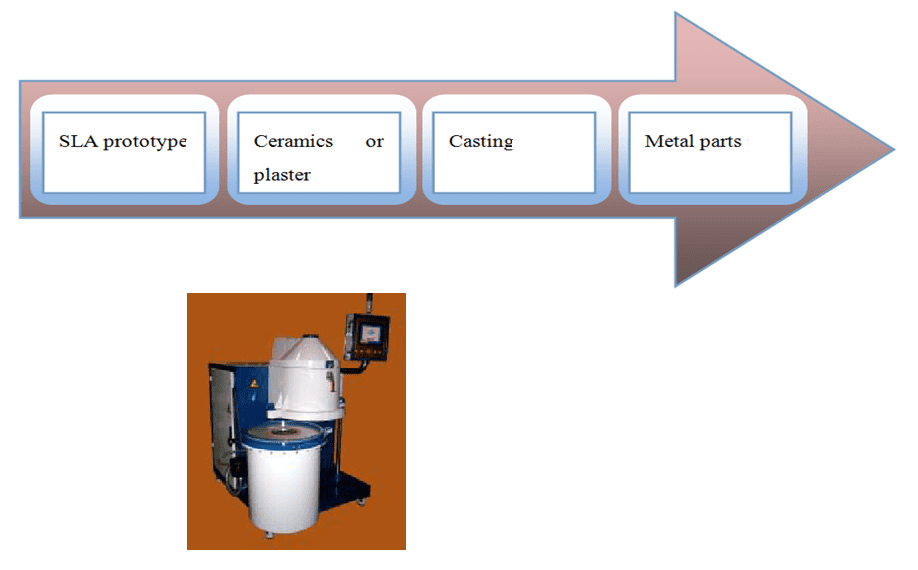
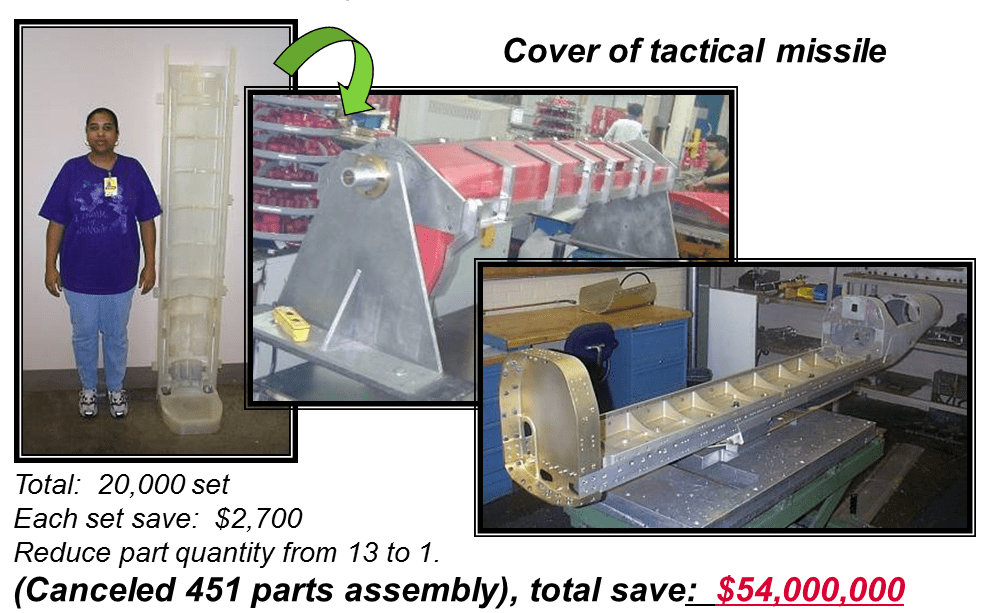
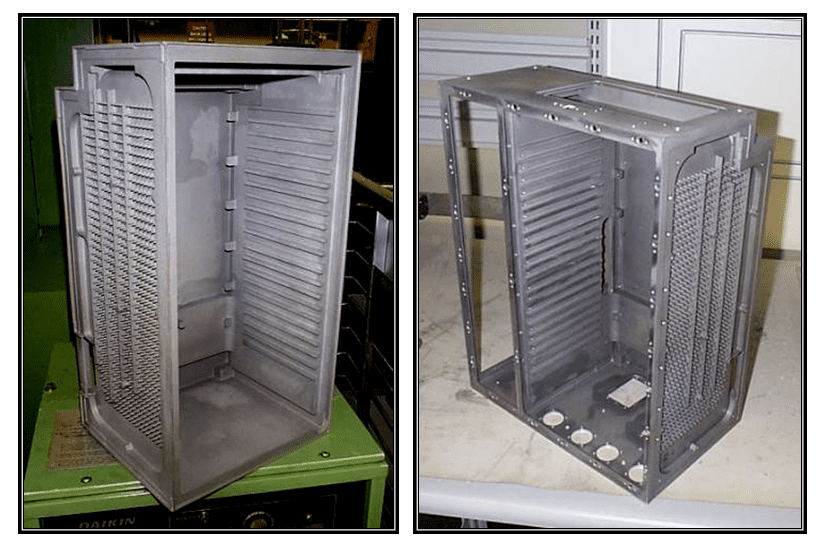
Поєднання технології 3D-друку та традиційної технології лиття призвело до технології швидкого лиття. Основний принцип полягає у використанні технології 3D-друку для прямого чи опосередкованого друку втраченої піни, поліетиленової форми, зразка воску, шаблону, форми, серцевини або оболонки для лиття, а потім поєднання традиційного процесу лиття для швидкого лиття металевих деталей.
Поєднання технології 3D-друку та процесу лиття дає повну перевагу швидкому 3D-друку, низькій вартості, можливості виготовляти складні деталі та відливати будь-який вид металу, не впливаючи на форму та розмір, а також низьку вартість. Їх поєднання можна використовувати для уникнення слабких місць, значно спрощуючи та скорочуючи процес тривалого проектування, модифікації, переробки до формування.
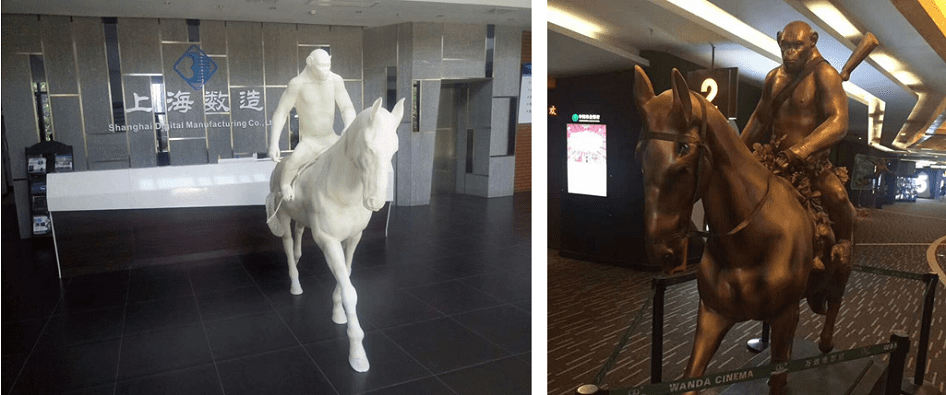
Лиття по моделлю
Лиття за виплавленими моделями відноситься до відносно нового методу лиття металу, також відомого як лиття у форму, випаровування та лиття без порожнин. Прототип виготовлений з пінопласту (ПІНОПЛАСТ) і зазвичай пінополістиролу. Позитивна форма заповнюється литим піском (FOVNDRY SAND), щоб утворити форму (MOLD), і те саме стосується негативної форми. Коли розплавлений метал вводять у форму (тобто у форму з полістиролу), піна випаровується або втрачається, залишаючи негативну форму з ливарного піску, заповнену розплавленим металом. Пізніше цей метод лиття був прийнятий спільнотою скульпторів і зараз використовується в промисловому виробництві.
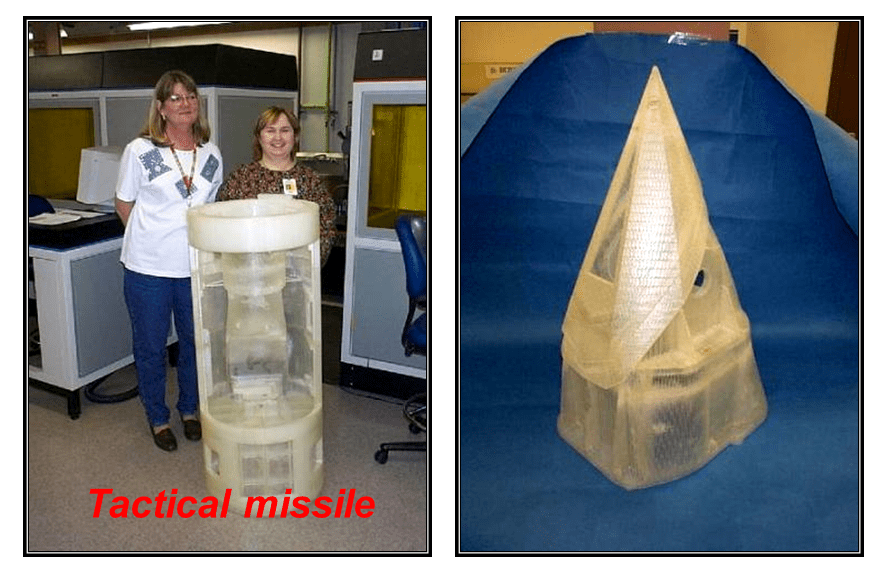
Рекомендовано 3D-принтер SL
Рекомендується 3D-принтер SL великого розміру, наприклад 3DSL-600Hi з об’ємом складання 600 *600*400 мм і більший пристрій 3DSL-800Hi з об’ємом складання 800*600*550 мм.