

RP-teknik introduktion
Rapid Prototyping (RP) är en ny tillverkningsteknik som först introducerades från USA i slutet av 1980-talet. Den integrerar moderna vetenskapliga och tekniska landvinningar som CAD-teknik, numerisk styrteknik, laserteknik och materialteknik och är en viktig del av avancerad tillverkningsteknik. Till skillnad från traditionella skärmetoder använder snabb prototypframställning en formningsmekanism där skiktade material överlagras för att bearbeta en tredimensionell delprototyp. För det första delar skiktningsmjukvaran upp delens CAD-geometri enligt en viss skikttjocklek och erhåller en serie konturinformation. Formningshuvudet för den snabba prototypmaskinen styrs av styrsystemet enligt den tvådimensionella konturinformationen. Stelnad eller skuren för att bilda tunna lager av olika sektioner och automatiskt överlagrade i tredimensionella enheter


Additiv tillverkning
Till skillnad från traditionell reduktiv tillverkning använder RP en materialackumuleringsmetod lager för lager för att bearbeta solida modeller, så det kallas också Additive Manufacturing, (AM) eller Layered Manufacturing Technology, (LMT).
Egenskaper för RP-teknik
HDen är mycket flexibel, den kan producera alla solida 3D-modeller av vilken komplex struktur som helst, och produktionskostnaden är nästan oberoende av produktens komplexitet.
CAD-modell direktdrivning, gjutningsprocessen är helt digital, inga speciella fixturer eller verktyg krävs, och design och tillverkning (CAD/CAM) är mycket integrerad.
Hhög noggrannhet, ±0,1%
Hmycket reduktiv, kan göra mycket fina detaljer, tunna väggar
Mgammal ytkvalitet är utmärkt
Fast hastighet
Hmycket automatiserad: processen är helt automatiserad, processen kräver ingen mänsklig inblandning och utrustningen kan vara obevakad
Tillämpningar av RP-teknik
RP-teknik används i stor utsträckning inom områdena:
Modeller (konceptualisering och presentation):
Industriell design, snabb tillgång till konceptprodukter, restaurering av designkoncept, Utställning, etc.
Prototyper (design, analys, verifiering och testning):
Designverifiering och analys, Designupprepbarhet och optimering mm.
Mönster/delar (sekundära gjutnings- och gjutningsoperationer och produktion av små partier):
Vakuuminjektion (silikonform), Lågtrycksinjektion (RIM, epoxiform) etc.


Ansökningsprocess för RP
Ansökningsprocessen kan starta antingen från ett objekt, 2D-ritningar eller bara en idé. Om bara objektet är tillgängligt är det första steget att skanna objektet för att få en CAD-data, gå till reviderad konstruktionsprocess eller bara ändring eller modifiering och sedan påbörja RP-processen.
Om 2D-ritningar eller idé finns, är det nödvändigt att gå till 3D-modelleringsproceduren med hjälp av den speciella programvaran och sedan gå till 3D-utskriftsprocessen.
Efter RP-processen kan du få den solida modellen för funktionstest, monteringstest eller gå till andra procedurer för gjutning enligt kundens faktiska behov.
Introduktion av SL-teknik
Det inhemska namnet är stereolitografi, även känd som laser curing rapid prototyping. Principen är: lasern fokuseras på ytan av det flytande ljuskänsliga hartset och skannas enligt delens tvärsnittsform, så att den härdas selektivt, från punkt till linje till ytan, för att slutföra härdningen av en. skiktet, och sedan sänks lyftplattformen med ett skikttjocklek och beläggs på nytt med ett nytt skikt, ett harts och härdas med laser tills hela den solida modellen har formats.

Fördel med SL 3D-skrivare av SHDM
Hhög effektivitet och maximal hastighet kan nås400 g/hoch produktiviteten på 24 timmar kan nå 10 kg.
Large byggvolymer, tillgänglig storlek är360*360*300(mm),600*600*400(mm),800*800*550(mm),1600*800*550(mm), och andra anpassade byggvolymer.
MAteriell prestanda är billig och mycket förbättrad när det gäller hållfasthet, seghet och hög temperaturbeständighet, lämplig för tekniska tillämpningar.
Oklart förbättrad i storleksprecision och stabilitet.
MFlera delar kan behandlas samtidigt i styrmjukvaran och det finns en perfekt självkomponerande funktion för delar.
Slämpar sig för produktion i små serier.
Uny teknik för hartstankar med olika volym, 1 kg harts kan skrivas ut, vilket är särskilt lämpligt för forskning och utveckling.
Rutbytbar hartstank, olika harts kan enkelt bytas.
搜索
复制

Utbytbar hartstank
Dra bara ut och tryck in, du kan skriva ut ett annat harts.
Hartstank i 3DSL-serien är utbytbar (förutom 3DSL-800). För 3DSL-360-skrivaren är hartstanken i lådläge, när hartstanken byts ut är det nödvändigt att sänka hartstanken till botten och lyfta två låshakar och dra ut hartstanken. Häll nytt harts efter rengöring av hartsbehållaren och lyft sedan låshakarna och tryck in hartsbehållaren i skrivaren och lås brunnen.
3DSL 600 är med samma hartstanksystem. Det finns 4 rullar under hartstanken för att underlätta utdragning och inskjutning.
搜索
复制
Optiskt system - Kraftfull solid laser
3DSL-serien SL 3D-skrivare antar den kraftfulla solida laserenheten3Woch kontinuerlig utgående våglängd är 355nm. Uteffekt är 200mw-350mw, luftkylning och vattenkylning är valfria.
(1). Laserenhet
(2). Reflektor 1
(3). Reflektor 2
(4). Beam Expander
(5). Galvanometer

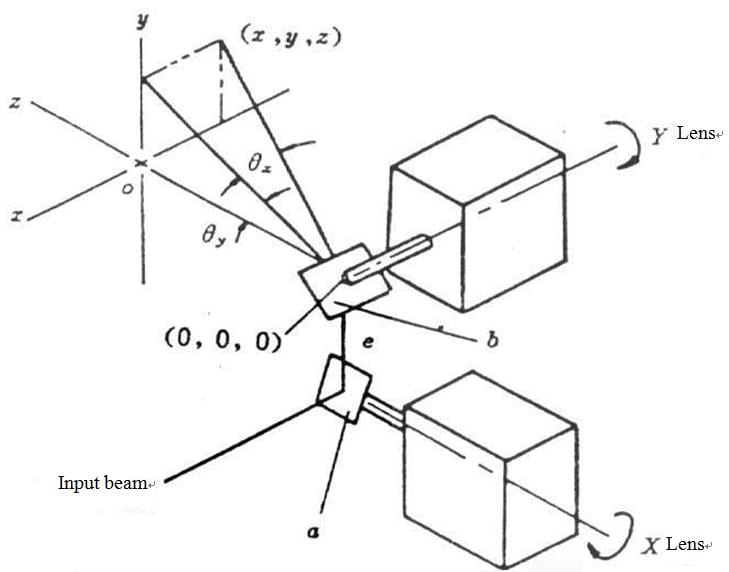
Högeffektiv galvanometer
Max skanningshastighet:10 000 mm/s
Galvanometern är en speciell svängmotor, dess grundläggande teori är densamma som strömmätaren, när en viss ström passerar genom spolen kommer rotorn att divergera en viss vinkel och avböjningsvinkeln är proportionell mot strömmen. Så galvanometern kallas även galvanometerskanner. Två vertikalt installerade galvanometrar bildar två skanningsriktningar av X och Y.
Produktivitetstest-bilmotorblock
Testdelen är ett bilmotorblock, delstorlek: 165mm×123mm×98.6mm
Delvolym: 416cm³, Skriv ut 12 stycken samtidigt
Totalvikt är cirka 6500g, Tjocklek: 0,1 mm, Strickle-hastighet: 50 mm/s,
Det tar 23 timmar att avsluta,genomsnitt 282g/h


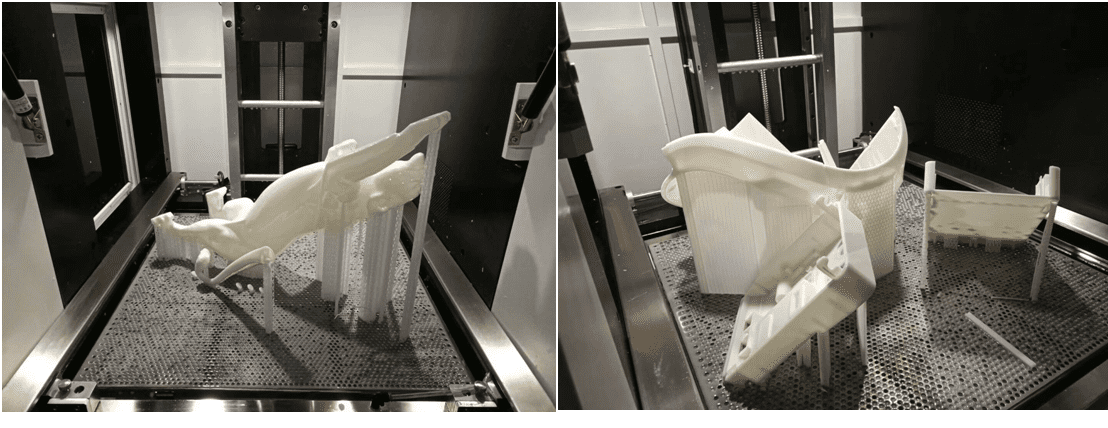
Produktivitetstest- skosulor
SL 3D-skrivare: 3DSL-600
Skriv ut 26 skosulor samtidigt.
Det tar 24 timmar att avsluta
Genomsnitt 55 minför en skosula
搜索
复制
Ladda ner broschyr
Användningsområden






Utbildning
Snabba prototyper
Bil
Gjutning
Konstdesign
Medicinsk
Posttid: 2024-jan-23