

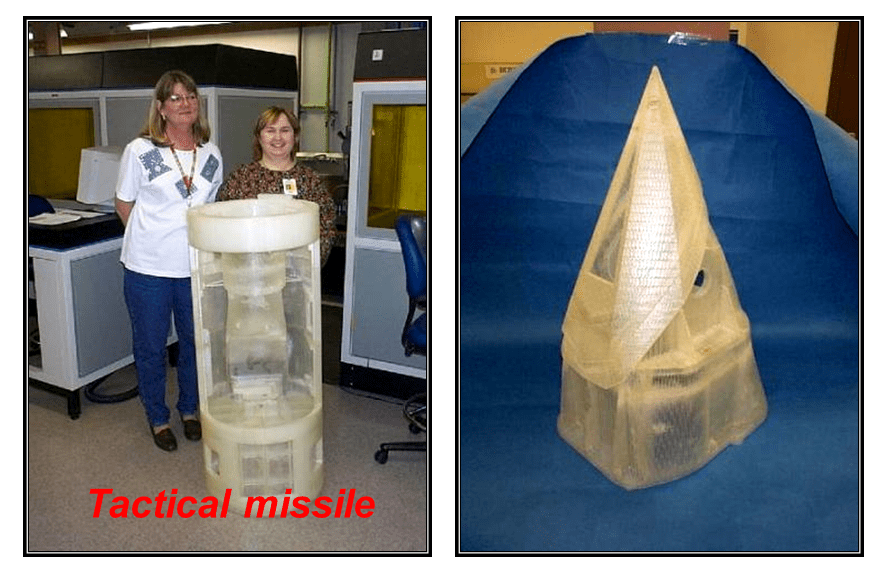
3Д штампа има веома очигледну предност у брзини у производњи малих серија и у развоју одређених врста пројеката, као што су аутомобили, ваздухопловство, авијација, војска, возови, мотоцикли, бродови, механичка опрема, пумпа за воду и керамика, итд.
Различити традиционални производи за ливење које је тешко произвести сада се могу произвести 3Д штампањем, као што су лопатице турбине од 0,5 мм, различити унутрашњи пролази за уље за хлађење и различити структурно сложени одливци.
За уметничка дела, различите врсте калупа за масовну производњу такође се могу широко користити.
3Д штампа повећава инкусију ливења
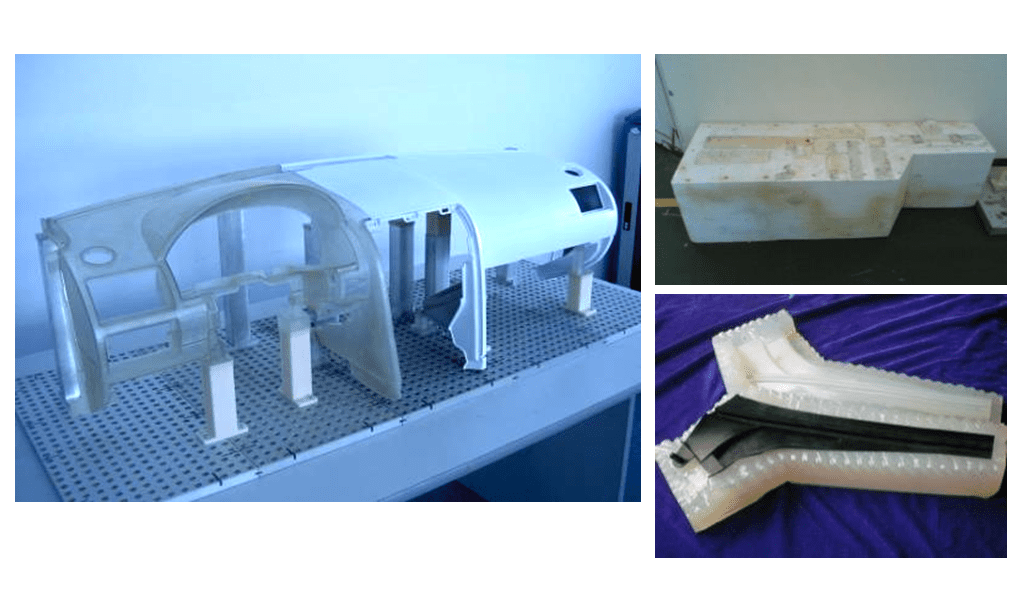
Вакуумско ливење
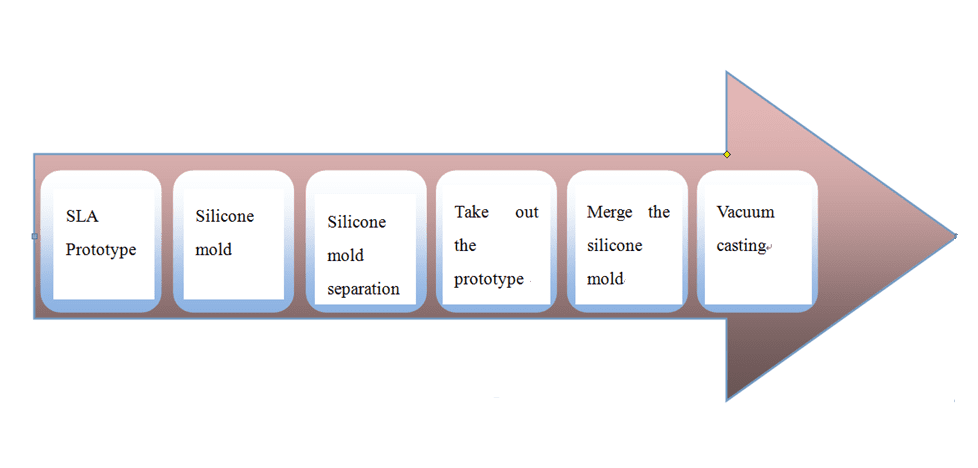
На основу примене РП технологије, нова линија за развој производа, која је користила РТВ силиконску гуму за ливење и вакуумско ливење, сада се широко примењује у области аутомобила, електронике и медицине.

РИМ: Реакционо бризгање под ниским притиском (Епоксидно обликовање)
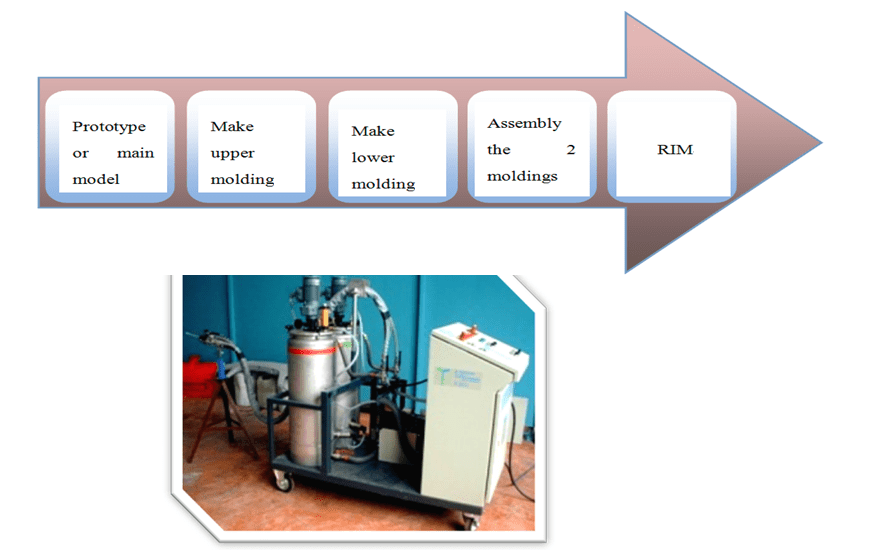
РИМ је нови процес који се примењује у производњи брзих лајсни. То је мешавина двокомпонентних полиуретанских материјала, који се убризгавају у брзи калуп под нормалном температуром и ниским притиском и формирају хемијским и физичким процесима као што су полимеризација, умрежавање и очвршћавање материјала.
Има предности високе ефикасности, кратког производног циклуса, једноставног процеса и ниске цене. Погодан је за малу пробну производњу у процесу развоја производа, као и за производњу малих количина, једноставну структуру поклопца и производњу великих дебелих и неравних производа дебелих зидова.
применљиви калупи: калуп за смолу, АБС калуп, калуп од алуминијумске легуре
материјал за ливење: двокомпонентни полиуретан
физичка својства материјала: сличан ПП / АБС-у, производ има против старења, јаку отпорност на ударце, висок степен пријањања, лако утовар и истовар
Принцип рада РИМ перфузионог калупа ниског притиска је следећи: претходно формиране двокомпонентне (или вишекомпонентне) течне сировине се убацују у главу за мешање кроз пумпу за дозирање у одређеном односу, а затим се континуирано сипају у калуп за формирање реакционог очвршћавања калупа. Подешавање односа се постиже променом брзине пумпе, која се контролише јединичном количином пражњења пумпе и временом убризгавања.

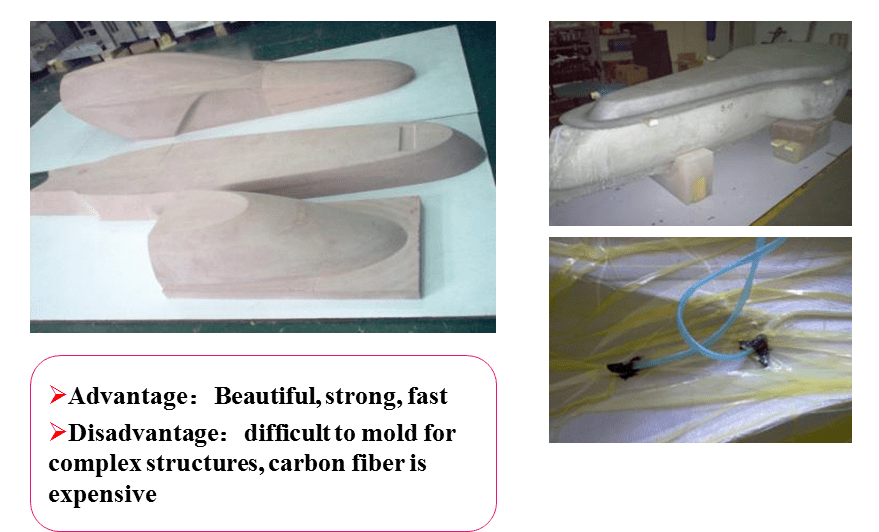
Вакуумско увођење карбонских влакана / пластике ојачане влакнима (ФРП).
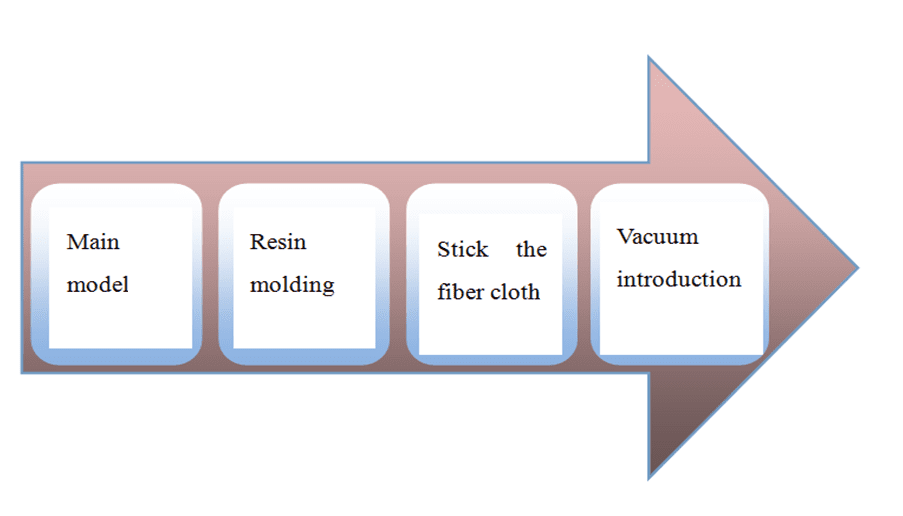
Основни принцип процеса вакуумског увођења односи се на полагање стаклених влакана, тканине од стаклених влакана, разних уметака, одвојне тканине, слоја који пропушта смолу, полагање цевовода смоле и покривања најлона (или гуме, на очврснути слој гел премаза). Силиконски) флексибилни филм (тј. вакуум врећа), филм и периферија шупљине су добро заптивени.
Шупљина се евакуише и смола се убризгава у шупљину. Процес обликовања у коме се смола импрегнира дуж цеви од смоле и површине влакана под вакуумом да би се сноп влакана импрегнирао на собној температури или под загревањем.
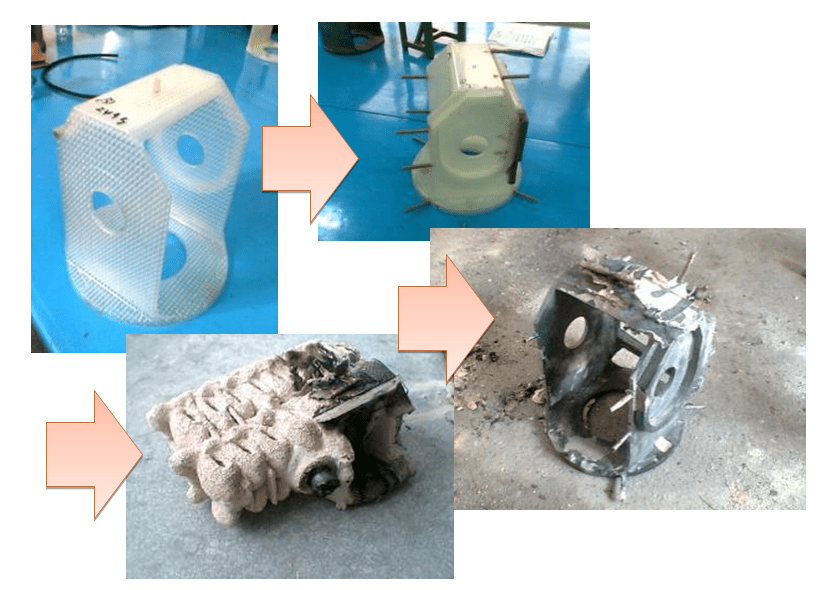
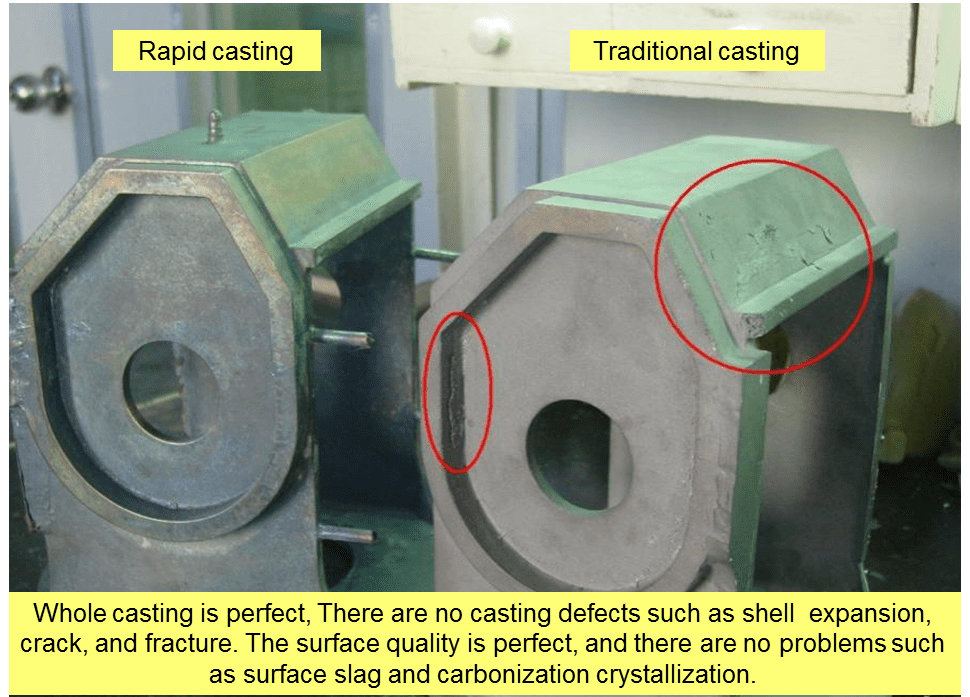
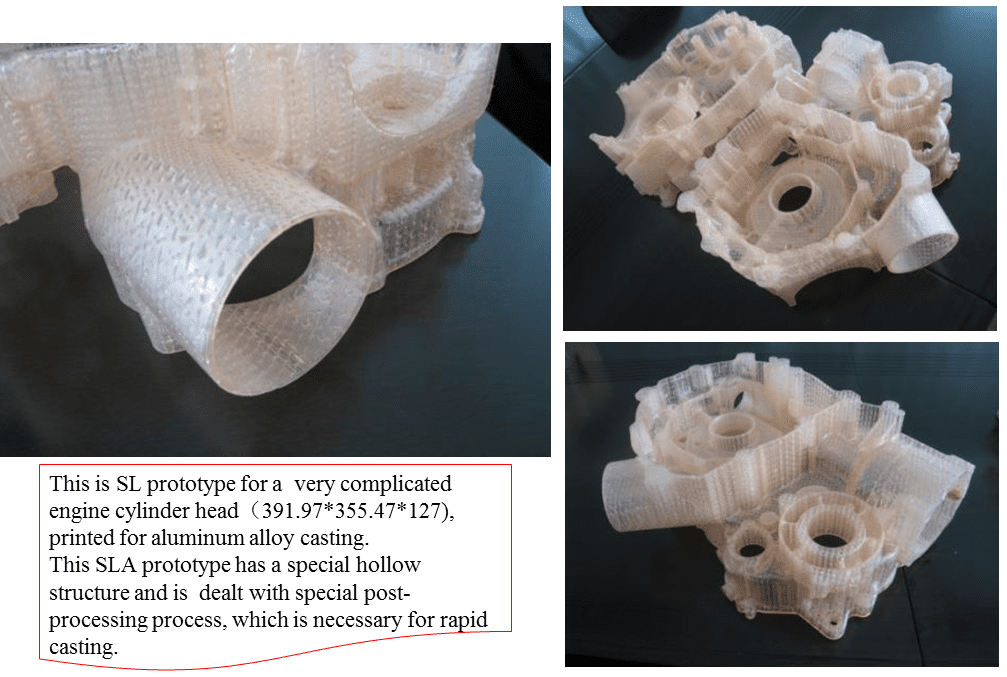
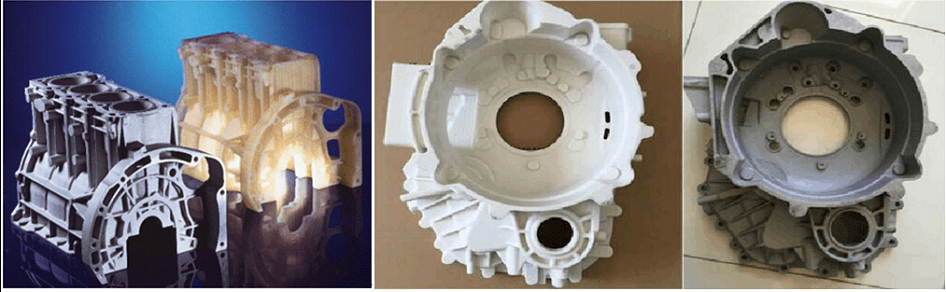
Брзо ливење
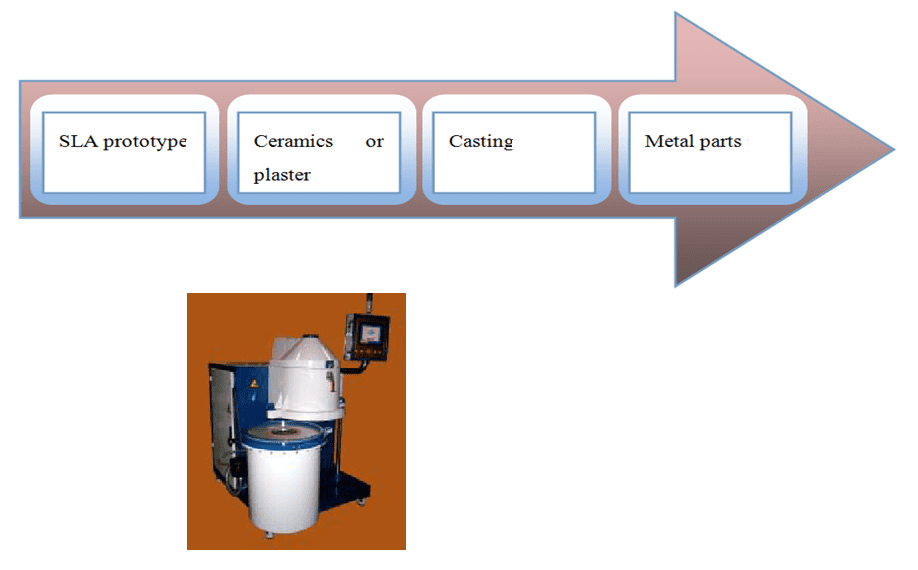
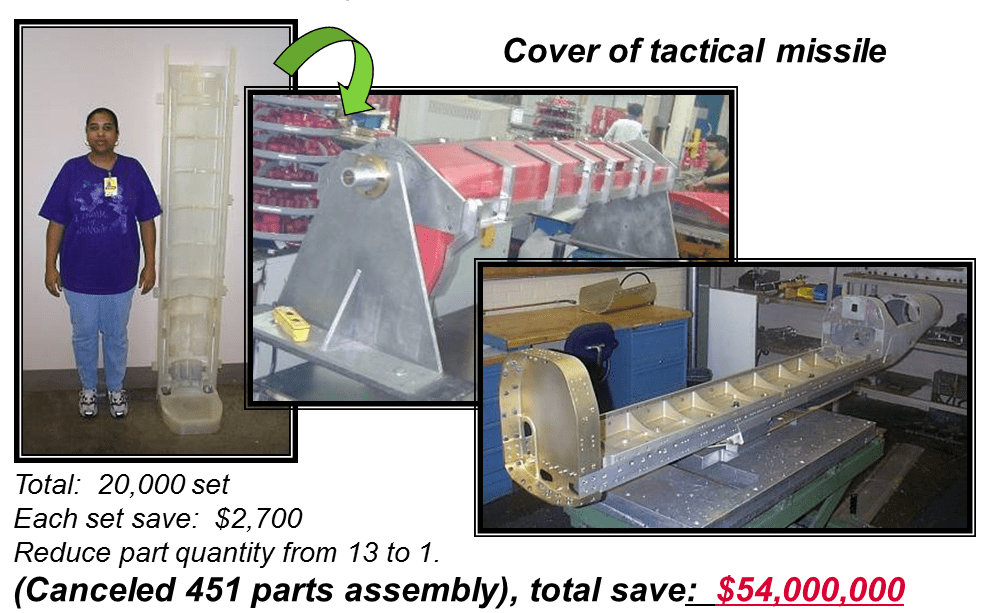
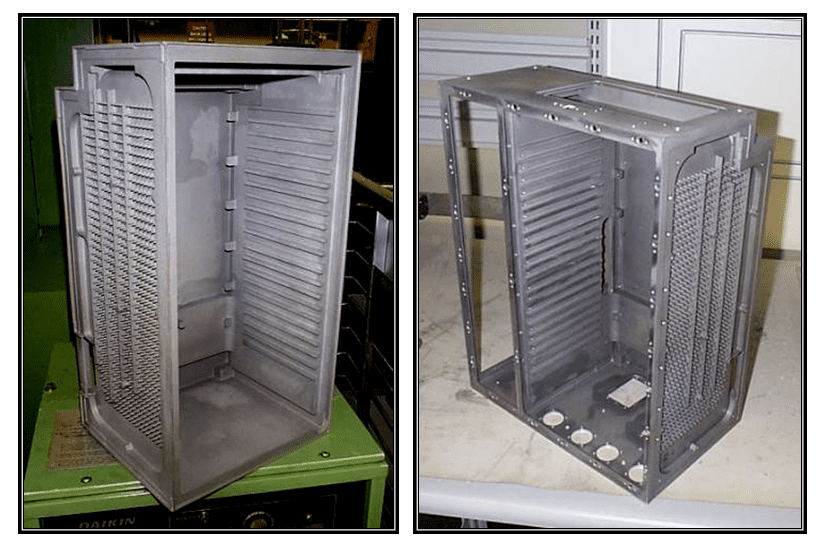
Комбинација технологије 3Д штампања и традиционалне технологије ливења резултирала је технологијом брзог ливења. Основни принцип је коришћење технологије 3Д штампања за директно или индиректно штампање изгубљене пене, полиетиленског калупа, узорка воска, шаблона, калупа, језгра или шкољке за ливење, а затим комбиновање традиционалног процеса ливења за брзо ливење металних делова.
Комбинација технологије 3Д штампања и процеса ливења даје пуну игру предностима брзог 3Д штампања, ниске цене, могућности производње сложених делова и ливења било које врсте метала, и на њега не утичу облик и величина, као ни ниска цена. Њихова комбинација се може користити за избегавање слабости, увелико поједностављујући и скраћујући процес дуготрајног дизајна, модификације, редизајнирања до обликовања.
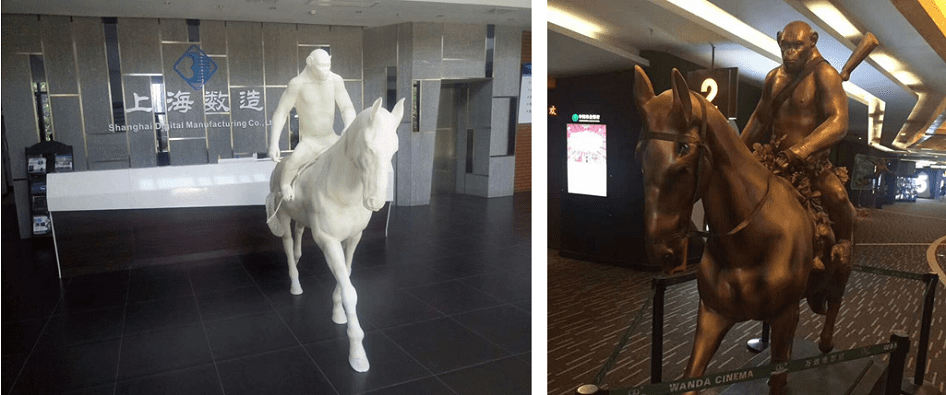
Инвестиционо ливење
Инвестиционо ливење се односи на релативно нову методу ливења метала, такође познату као пуни калуп, испаравање и ливење без шупљина. Прототип је направљен од пене (ФОАМЕД ПЛАСТИЦ) и обично је експандирани полистирен. Позитивни калуп се пуни ливеним песком (ФОВНДРИ САНД) да би се формирао калуп (МОЛД), а исто важи и за негативни калуп. Када се растопљени метал убризгава у калуп (тј. калуп направљен од полистирена), пена испарава или се губи, остављајући негативни калуп ливничког песка испуњен истопљеним металом. Овај метод ливења касније је усвојила заједница вајара и сада се користи у индустријској производњи.
Препоручује се СЛ 3Д штампач
Препоручује се велика величина СЛ 3Д штампача, као што је 3ДСЛ-600Хи са запремином израде од 600 * 600 * 400 мм и већа машина 3ДСЛ-800Хи са запремином израде од 800 * 600 * 550 мм.