

RP තාක්ෂණය හඳුන්වාදීම
Rapid Prototyping (RP) යනු 1980 ගණන්වල අගභාගයේදී එක්සත් ජනපදයෙන් මුලින්ම හඳුන්වා දුන් නව නිෂ්පාදන තාක්ෂණයකි. එය CAD තාක්ෂණය, සංඛ්යාත්මක පාලන තාක්ෂණය, ලේසර් තාක්ෂණය සහ ද්රව්ය තාක්ෂණය වැනි නවීන විද්යාත්මක හා තාක්ෂණික ජයග්රහණ ඒකාබද්ධ කරන අතර උසස් නිෂ්පාදන තාක්ෂණයේ වැදගත් කොටසකි. සාම්ප්රදායික කැපුම් ක්රම මෙන් නොව, වේගවත් මූලාකෘතිකරණය ත්රිමාන කොටස් මූලාකෘතියක් යන්ත්ර කිරීම සඳහා ස්ථර ද්රව්ය අධිස්ථාපනය කරන සාදන යාන්ත්රණයක් භාවිතා කරයි. පළමුව, ස්ථර මෘදුකාංගය යම් ස්ථරයක ඝනකමකට අනුව කොටසේ CAD ජ්යාමිතිය පෙති කපන අතර සමෝච්ඡ තොරතුරු මාලාවක් ලබා ගනී. වේගවත් මූලාකෘති යන්ත්රයේ පිහිටුවීමේ හිස ද්විමාන සමෝච්ඡ තොරතුරු අනුව පාලන පද්ධතිය මගින් පාලනය වේ. විවිධ කොටස්වල තුනී ස්ථර සෑදීමට ඝණ කර හෝ කපා ස්වයංක්රීයව ත්රිමාන ආයතනවලට අධිස්ථාපනය වේ


ආකලන නිෂ්පාදනය
සාම්ප්රදායික අඩු කිරීමේ නිෂ්පාදන මෙන් නොව, ඝන ආකෘති සැකසීම සඳහා RP ස්ථර-යෙන්-ස්ථර ද්රව්ය සමුච්චකරණ ක්රමයක් භාවිතා කරයි, එබැවින් එය ආකලන නිෂ්පාදන, (AM) හෝ ස්ථර නිෂ්පාදන තාක්ෂණය, (LMT) ලෙසද හැඳින්වේ.
RP තාක්ෂණයේ ලක්ෂණ
Hඉතා නම්යශීලී, එයට ඕනෑම සංකීර්ණ ව්යුහයක ඕනෑම ත්රිමාණ ඝන මාදිලියක් නිපදවිය හැකි අතර නිෂ්පාදන පිරිවැය නිෂ්පාදනයේ සංකීර්ණත්වයෙන් පාහේ ස්වාධීන වේ.
CAD ආකෘතිය සෘජු රිය පැදවීම, වාත්තු කිරීමේ ක්රියාවලිය සම්පූර්ණයෙන්ම ඩිජිටල් වේ, විශේෂ සවි කිරීම් හෝ මෙවලම් අවශ්ය නොවේ, සහ සැලසුම් සහ නිෂ්පාදනය (CAD/CAM) බෙහෙවින් ඒකාබද්ධ වේ.
Hනිරවද්යතාවය, ±0.1%
Hඉතා සියුම් විස්තර, සිහින් බිත්ති සෑදීමට හැකියාව ඇති, ඉතා අඩු කරයි
Mපැරණි මතුපිට ගුණාත්මකභාවය විශිෂ්ටයි
Fast වේගය
Hඉතා ස්වයංක්රීය: ක්රියාවලිය සම්පුර්ණයෙන්ම ස්වයංක්රීය වේ, ක්රියාවලියට මිනිස් මැදිහත්වීමක් අවශ්ය නොවේ, සහ උපකරණ නොසැලකිලිමත් විය හැක
RP තාක්ෂණයේ යෙදුම්
RP තාක්ෂණය ප්රදේශ වල බහුලව භාවිතා වේ:
ආකෘති (සංකල්පනය සහ ඉදිරිපත් කිරීම):
කාර්මික සැලසුම්, සංකල්ප නිෂ්පාදන සඳහා වේගවත් ප්රවේශය, සැලසුම් සංකල්ප ප්රතිසාධනය, ප්රදර්ශනය යනාදිය.
මූලාකෘති (සැලසුම්, විශ්ලේෂණය, සත්යාපනය සහ පරීක්ෂා කිරීම):
සැලසුම් සත්යාපනය සහ විශ්ලේෂණය, සැලසුම් පුනරාවර්තනය සහ ප්රශස්තකරණය යනාදිය.
රටා/කොටස් (ද්විතියික අච්චු සහ වාත්තු මෙහෙයුම් සහ කුඩා කොටස් නිෂ්පාදනය):
රික්තක එන්නත් (සිලිකොන් අච්චුව), අඩු පීඩන එන්නත් (RIM, ඉෙපොක්සි අච්චුව) ආදිය.


RP හි අයදුම් කිරීමේ ක්රියාවලිය
අයදුම් කිරීමේ ක්රියාවලිය වස්තුවකින්, 2D චිත්ර වලින් හෝ හුදෙක් අදහසකින් ආරම්භ කළ හැක. වස්තුව පමණක් තිබේ නම්, පළමු පියවර වන්නේ CAD දත්ත ලබා ගැනීම සඳහා වස්තුව පරිලෝකනය කිරීම, revese engineeing process හෝ යන්තම් සංශෝධනය හෝ වෙනස් කිරීම වෙත ගොස් RP ක්රියාවලිය ආරම්භ කිරීමයි.
2D චිත්ර හෝ අදහසක් තිබේ නම්, විශේෂ මෘදුකාංගය භාවිතයෙන් ත්රිමාණ ආකෘති සැකසීමේ ක්රියාවලියට යාම අවශ්ය වේ, ඉන්පසු ත්රිමාණ මුද්රණ ක්රියාවලියට යන්න.
RP ක්රියාවලියෙන් පසු, ඔබට ක්රියාකාරී පරීක්ෂණය, එකලස් කිරීමේ පරීක්ෂණය සඳහා ඝන ආකෘතිය ලබා ගත හැකිය, නැතහොත් සේවාලාභීන්ගේ සැබෑ අවශ්යතා අනුව වාත්තු කිරීම සඳහා වෙනත් ක්රියා පටිපාටි වෙත යන්න.
SL තාක්ෂණය හඳුන්වාදීම
දේශීය නාමය ස්ටීරියෝලිතොග්රැෆි, ලේසර් සුව කිරීමේ වේගවත් මූලාකෘති ලෙසද හැඳින්වේ. මූලධර්මය නම්: ලේසර් ද්රව ප්රභාසංවේදී දුම්මල මතුපිටට නාභිගත කර කොටසේ හරස්කඩ හැඩයට අනුව ස්කෑන් කරනු ලැබේ, එවිට එය එක් ප්රතිකාරයක් සම්පූර්ණ කිරීම සඳහා ලක්ෂ්යයෙන් රේඛාවට මතුපිටට තෝරා බේරා සුව කරයි. ස්තරය, පසුව ඉසිලීමේ වේදිකාව එක් ස්ථරයක ඝනකමකින් පහත් කර නව ස්ථරයකින් දුම්මලයකින් නැවත ආලේප කර සම්පූර්ණ ඝන ආකෘතිය සාදනු ලබන තෙක් ලේසර් මගින් සුව කරනු ලැබේ.

SHDM හි SL 3D මුද්රණ යන්ත්රවල වාසිය
High කාර්යක්ෂමතාව, සහ උපරිම වේගය ළඟා විය හැක400g/hපැය 24 තුළ ඵලදායිතාව කිලෝග්රෑම් 10 දක්වා ළඟා විය හැකිය.
Large build volumes, available size වේ360*360*300(mm),600*600*400(mm),800*800*550(mm),1600*800*550(මි.මී.), සහ වෙනත් අභිරුචි කළ ගොඩනැගීමේ වෙළුම්.
Mඉන්ජිනේරු යෙදුම් සඳහා සුදුසු ශක්තිය, ස්ථායීතාවය සහ ඉහළ-උෂ්ණත්ව ප්රතිරෝධය යන අංශවලින් ද්රව්ය කාර්ය සාධනය ලාභදායී වන අතර ඉහළ දියුණුවක් ඇත.
Oප්රමාණයේ නිරවද්යතාවයෙන් සහ ස්ථායීතාවයෙන් bviously වැඩි දියුණු කර ඇත.
Mපාලන මෘදුකාංගය තුළ බහු කොටස් එකවර ප්රතිකාර කළ හැකි අතර පරිපූර්ණ කොටස් ස්වයං රචනා කිරීමේ කාර්යයක් ඇත.
Sකුඩා කාණ්ඩ නිෂ්පාදනය සඳහා සුදුසු වේ.
Uවිවිධ පරිමාවන් සහිත දුම්මල ටැංකි වල nique nest තාක්ෂණය, 1 kg දුම්මල මුද්රණය කළ හැකි අතර, පර්යේෂණ හා සංවර්ධනය සඳහා විශේෂයෙන් සුදුසු වේ.
Rප්රතිස්ථාපනය කළ හැකි දුම්මල ටැංකිය, විවිධ දුම්මල පහසුවෙන් වෙනස් කළ හැකිය.
搜索
复制

ප්රතිස්ථාපනය කළ හැකි දුම්මල ටැංකිය
අදින්න සහ තල්ලු කරන්න, ඔබට වෙනත් දුම්මලයක් මුද්රණය කළ හැකිය.
3DSL ශ්රේණියේ රෙසින් ටැංකිය වෙනස් කළ හැකිය (3DSL-800 හැර). 3DSL-360 මුද්රණ යන්ත්රය සඳහා, දුම්මල ටැංකිය ලාච්චු මාදිලිය සමඟ ඇත, දුම්මල ටැංකිය ප්රතිස්ථාපනය කරන විට, දුම්මල ටැංකිය පහළට පහත් කර අගුළු ඇල්ලීම දෙකක් ඔසවා, දුම්මල ටැංකිය පිටතට ඇද ගත යුතුය. දුම්මල ටැංකිය හොඳින් පිරිසිදු කිරීමෙන් පසු නව දුම්මල වත් කරන්න, ඉන්පසු ලොක් කැච් ඔසවා දුම්මල ටැංකිය මුද්රණ යන්ත්රයට තල්ලු කර හොඳින් අගුළු දමන්න.
3DSL 600 එකම දුම්මල ටැංකි පද්ධතිය සමඟ ඇත. දුම්මල ටැංකියට යටින් පිටතට ඇදීමට සහ තල්ලු කිරීමට පහසුකම් සැලසීම සඳහා ට්රන්ඩල් 4ක් ඇත.
搜索
复制
දෘශ්ය පද්ධතිය - බලගතු ඝන ලේසර්
3DSL ශ්රේණියේ SL 3D මුද්රණ යන්ත්රවල ඉහළ බලගතු ඝන ලේසර් උපාංගය භාවිතා කරයි3Wසහ අඛණ්ඩ නිමැවුම් තරංග දිග 355nm වේ. නිමැවුම් බලය 200mw-350mw, වායු සිසිලනය සහ ජල සිසිලනය විකල්ප වේ.
(1) ලේසර් උපාංගය
(2) පරාවර්තකය 1
(3) පරාවර්තකය 2
(4) බීම් විස්තාරකය
(5) ගැල්වනෝමීටරය

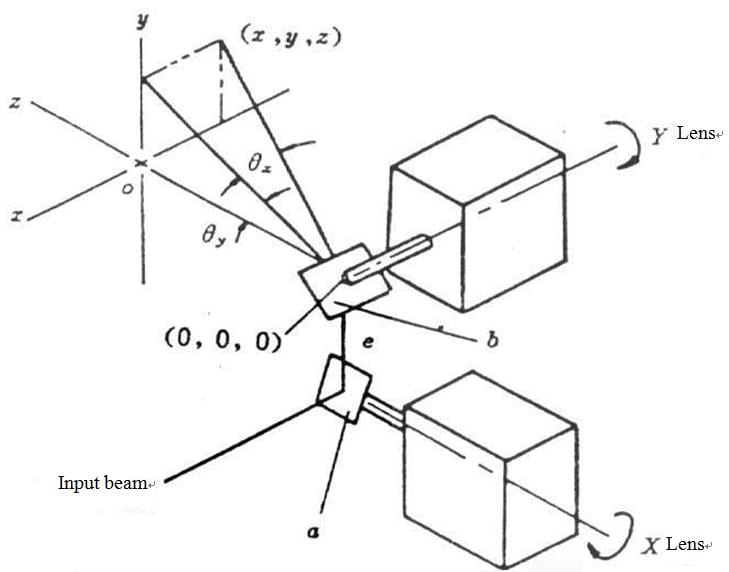
ඉහළ කාර්යක්ෂමතාව Galvanometer
උපරිම ස්කෑන් වේගය:10000mm/s
ගැල්වනෝමීටරය යනු විශේෂ පැද්දෙන මෝටරයකි, එහි මූලික න්යාය වත්මන් මීටරයට සමාන වේ, යම් ධාරාවක් දඟරය හරහා ගමන් කරන විට, රොටරය යම් කෝණයක් අපසරනය කරයි, සහ අපගමනය කෝණය ධාරාවට සමානුපාතික වේ. එබැවින් ගැල්වනෝමීටරය ගැල්වනෝමීටර ස්කෑනරය ලෙසද හැඳින්වේ. සිරස් අතට සවි කර ඇති ගැල්වනෝමීටර දෙකක් X සහ Y හි ස්කෑනිං දිශාවන් දෙකක් සාදයි.
ඵලදායිතා පරීක්ෂණය-කාර් එන්ජින් බ්ලොක්
පරීක්ෂණ කොටස මෝටර් රථ එන්ජින් බ්ලොක් එකකි, කොටස ප්රමාණය: 165mm×123mm×98.6mm
කොටස පරිමාව: 416cm³, එකවර කෑලි 12 ක් මුද්රණය කරන්න
සම්පූර්ණ බර 6500g පමණ වේ, ඝනකම: 0.1mm, පහර වේගය: 50mm/s,
එය අවසන් කිරීමට පැය 23 ක් ගතවේ,සාමාන්ය 282g/h


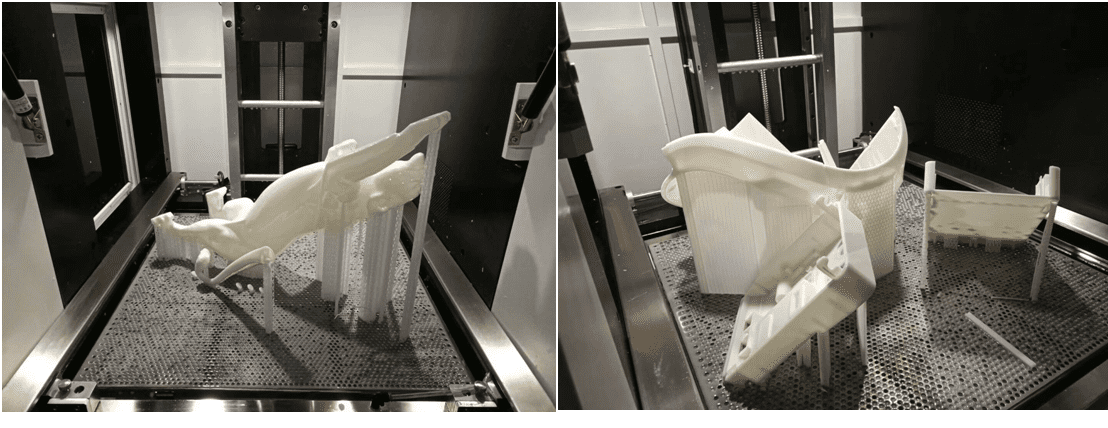
ඵලදායිතා පරීක්ෂණය - සපත්තු අඩි
SL 3D මුද්රකය: 3DSL-600
එකවර සපත්තු සපත්තු 26 ක් මුද්රණය කරන්න.
එය අවසන් කිරීමට පැය 24 ක් ගතවේ
සාමාන්ය මිනිත්තු 55එක් සපත්තු අඩියක් සඳහා
搜索
复制
අත් පත්රිකාව බාගන්න
යෙදුම් ප්රදේශ






අධ්යාපනය
වේගවත් මූලාකෘති
මෝටර් රථය
වාත්තු කිරීම
කලා නිර්මාණය
වෛද්ය
පසු කාලය: ජනවාරි-23-2024