

ත්රිමාණ මුද්රණය කුඩා කණ්ඩායම් නිෂ්පාදනයේදී සහ මෝටර් රථ, අභ්යවකාශ, ගුවන් සේවා, හමුදා, දුම්රිය, යතුරුපැදි, නැව්, යාන්ත්රික උපකරණ, ජල පොම්පය සහ පිඟන් මැටි වැනි ඇතැම් ව්යාපෘති සංවර්ධනය කිරීමේදී ඉතා පැහැදිලි වේග වාසියක් ඇත.
නිෂ්පාදනය කිරීමට අපහසු විවිධ සාම්ප්රදායික වාත්තු නිෂ්පාදන දැන් 0.5mm ටර්බයින් තල, විවිධ අභ්යන්තර සිසිලන තෙල් ඡේද සහ විවිධ ව්යුහාත්මකව සංකීර්ණ වාත්තු වැනි ත්රිමාණ මුද්රණයෙන් නිෂ්පාදනය කළ හැකිය.
කලා කෘති සඳහා, මහා පරිමාණ නිෂ්පාදනය සඳහා විවිධ වර්ගයේ අච්චු ද බහුලව භාවිතා කළ හැකිය.
ත්රිමාණ මුද්රණය වාත්තු කර්මාන්තය වැඩි දියුණු කරයි
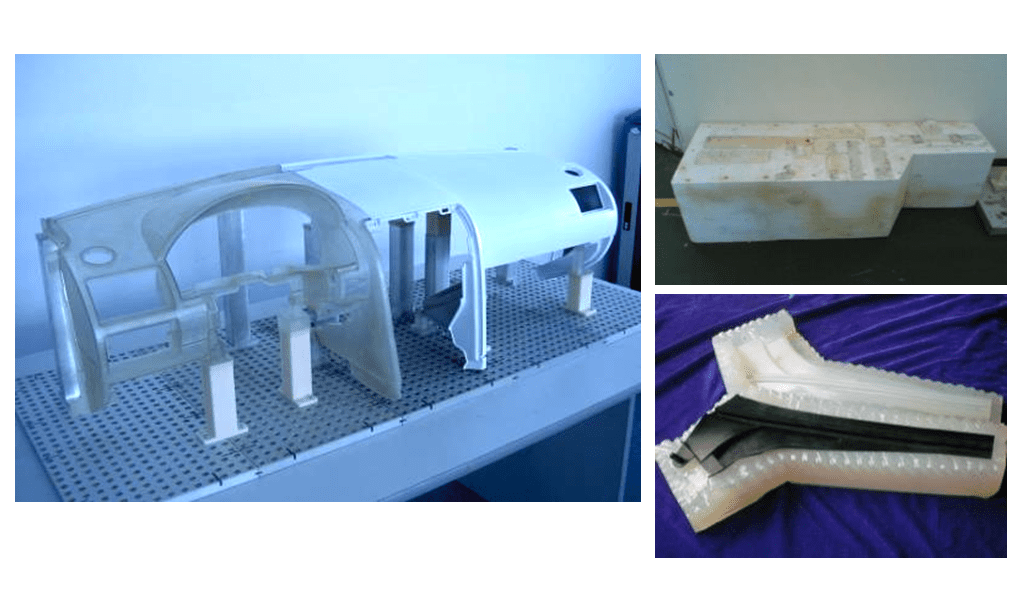
වැකුම් වාත්තු කිරීම
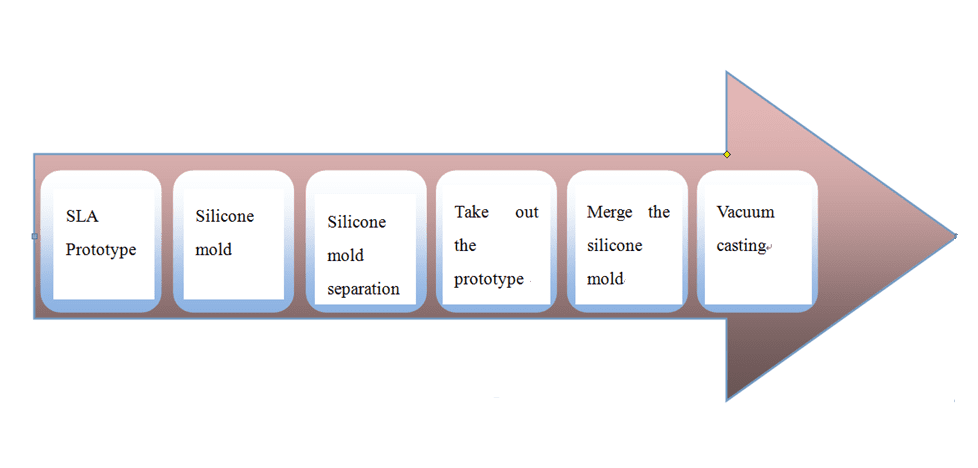
RP තාක්ෂණයේ යෙදීම මත පදනම්ව, RTV සිලිකන් රබර් මෝල්ඩින් සහ රික්ත වාත්තු භාවිතා කරන ලද නව නිෂ්පාදන සංවර්ධන රේඛාව දැන් මෝටර් රථ, ඉලෙක්ට්රොනික සහ වෛද්ය ක්ෂේත්රයට පුළුල් ලෙස යෙදී ඇත.

RIM: අඩු පීඩන ප්රතික්රියා එන්නත් අච්චුව (ඉෙපොක්සි අච්චුව)
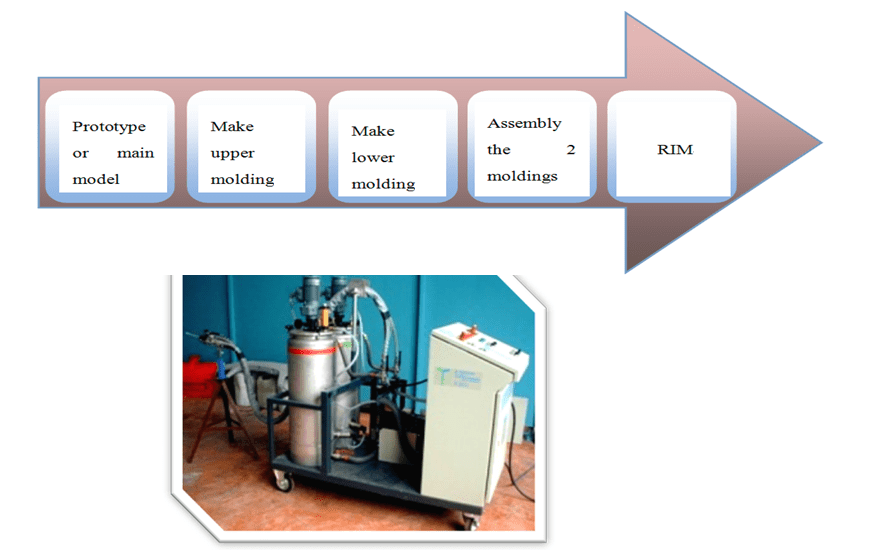
RIM යනු වේගවත් අච්චු නිෂ්පාදනය සඳහා යොදන නව ක්රියාවලියකි. එය ද්වි-සංරචක පොලියුරේටීන් ද්රව්ය මිශ්රණයක් වන අතර ඒවා සාමාන්ය උෂ්ණත්වය සහ අඩු පීඩනය යටතේ වේගවත් අච්චුවකට එන්නත් කර ද්රව්ය බහුඅවයවීකරණය, හරස් සම්බන්ධ කිරීම සහ ඝණ කිරීම වැනි රසායනික හා භෞතික ක්රියාවලීන් මගින් සාදනු ලැබේ.
එය ඉහළ කාර්යක්ෂමතාව, කෙටි නිෂ්පාදන චක්රය, සරල ක්රියාවලිය සහ අඩු පිරිවැය යන වාසි ඇත. නිෂ්පාදන සංවර්ධන ක්රියාවලියේදී කුඩා පරිමාණ අත්හදා බැලීම් නිෂ්පාදනය සඳහා මෙන්ම කුඩා පරිමාණ නිෂ්පාදනය, ආවරණයේ සරල ව්යුහය සහ විශාල ඝන බිත්ති සහ අසමාන ඝන බිත්ති නිෂ්පාදන නිෂ්පාදනය සඳහා සුදුසු වේ.
අදාළ අච්චු: ෙරසින් අච්චුව, ABS අච්චුව, ඇලුමිනියම් මිශ්ර ලෝහ අච්චුව
වාත්තු ද්රව්ය: ද්වි සංරචක පොලියුරේටීන්
ද්රව්යමය භෞතික ගුණාංග: PP / ABS වලට සමාන, නිෂ්පාදනයට වයස්ගත වීම වැළැක්වීම, ශක්තිමත් බලපෑම් ප්රතිරෝධය, ඉහළ යෝග්යතාවය, පහසු පැටවීම සහ බෑම ඇත
RIM අඩු පීඩන පර්ෆියුෂන් මෝල්ඩින්ගේ ක්රියාකාරී මූලධර්මය පහත පරිදි වේ: කලින් සාදන ලද ද්වි-සංරචක (හෝ බහු-සංරචක) ද්රව අමුද්රව්ය නිශ්චිත අනුපාතයකින් මිනුම් පොම්පයක් හරහා මිශ්ර කිරීමේ හිසට ලබා දෙන අතර පසුව අඛණ්ඩව වත් කරනු ලැබේ. ප්රතික්රියා ඝණීකරණ අච්චුවක් සෑදීමට අච්චුව. අනුපාතය ගැලපීම සිදු කරනු ලබන්නේ පොම්පයේ වේගය වෙනස් කිරීමෙනි, එය පොම්පයේ ඒකක විසර්ජන ප්රමාණය සහ එන්නත් කිරීමේ කාලය මගින් පාලනය වේ.

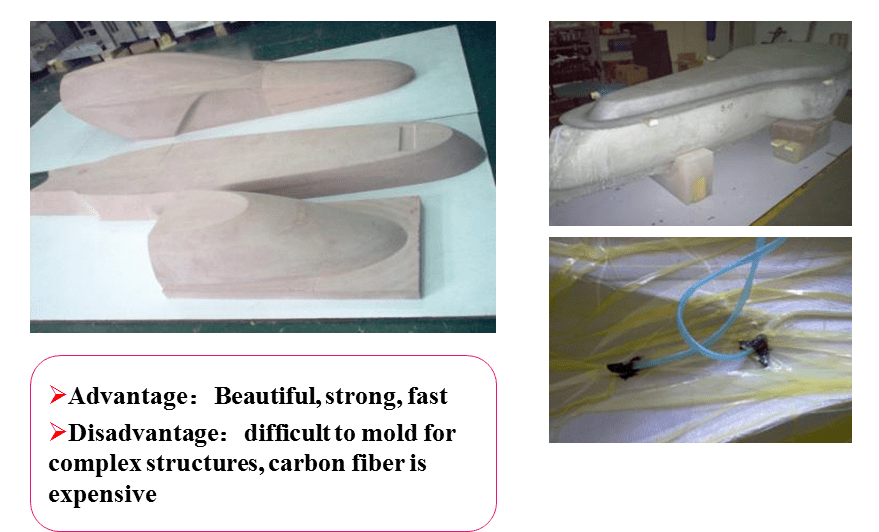
කාබන් ෆයිබර් / ෆයිබර් ශක්තිමත් කරන ලද ප්ලාස්ටික් (FRP) රික්තක හඳුන්වාදීම
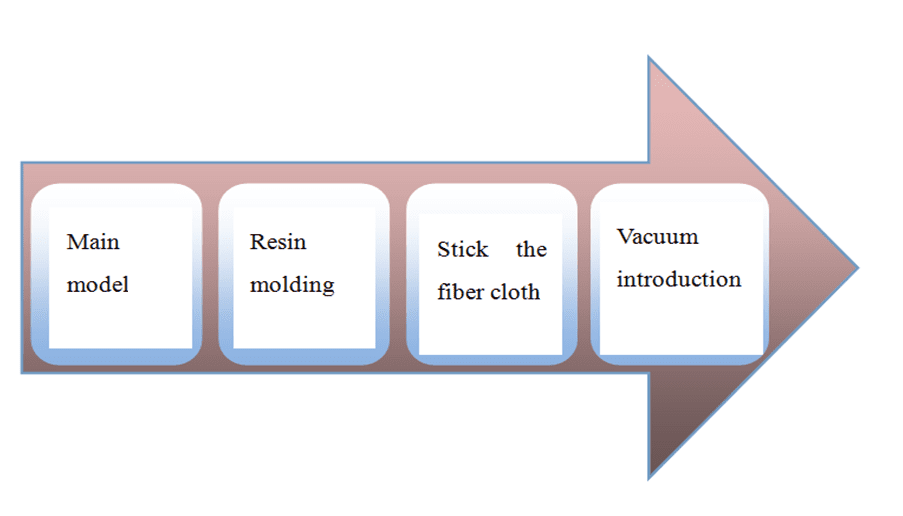
රික්තය හඳුන්වාදීමේ ක්රියාවලියේ මූලික මූලධර්මය වන්නේ වීදුරු කෙඳි, වීදුරු තන්තු රෙදි, විවිධ ඇතුළු කිරීම්, මුදා හැරීමේ රෙදි, දුම්මල පාරගම්ය ස්ථරය, දුම්මල නල මාර්ගයක් තැබීම සහ නයිලෝන් (හෝ රබර්, සුව කළ ජෙල් කබා තට්ටුව මත) තැබීමයි. සිලිකොන්) නම්යශීලී පටල (එනම් රික්ත බෑගය), පටලය සහ කුහරයේ පරිධිය තදින් මුද්රා තබා ඇත.
කුහරය ඉවත් කර ඇති අතර දුම්මල කුහරය තුළට එන්නත් කරනු ලැබේ. කාමර උෂ්ණත්වයේ දී හෝ උනුසුම් වීම යටතේ තන්තු මිටියක් කාවැද්දීම සඳහා දුම්මල පයිප්පයක් සහ රික්තයක් යටතේ තන්තු මතුපිටක් දිගේ දුම්මලයක් කාවද්දන අච්චු ක්රියාවලියකි.
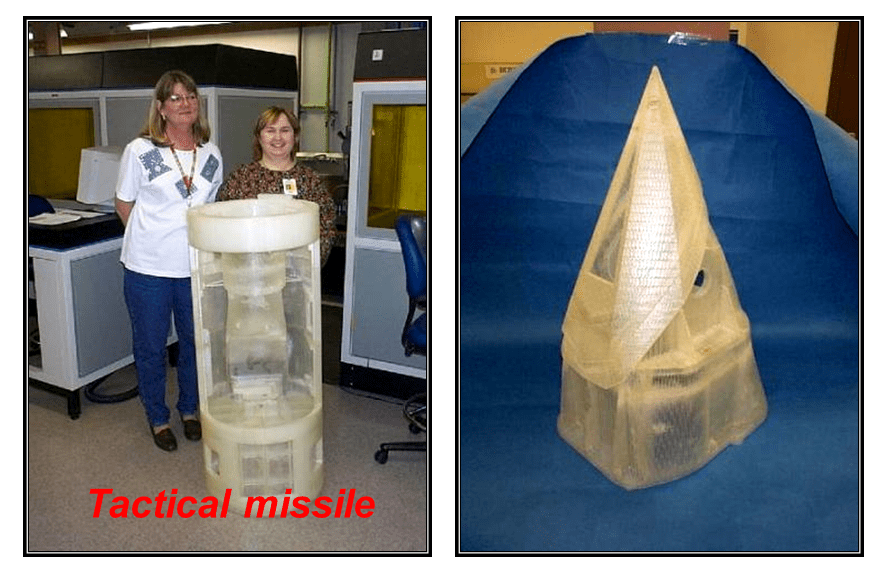
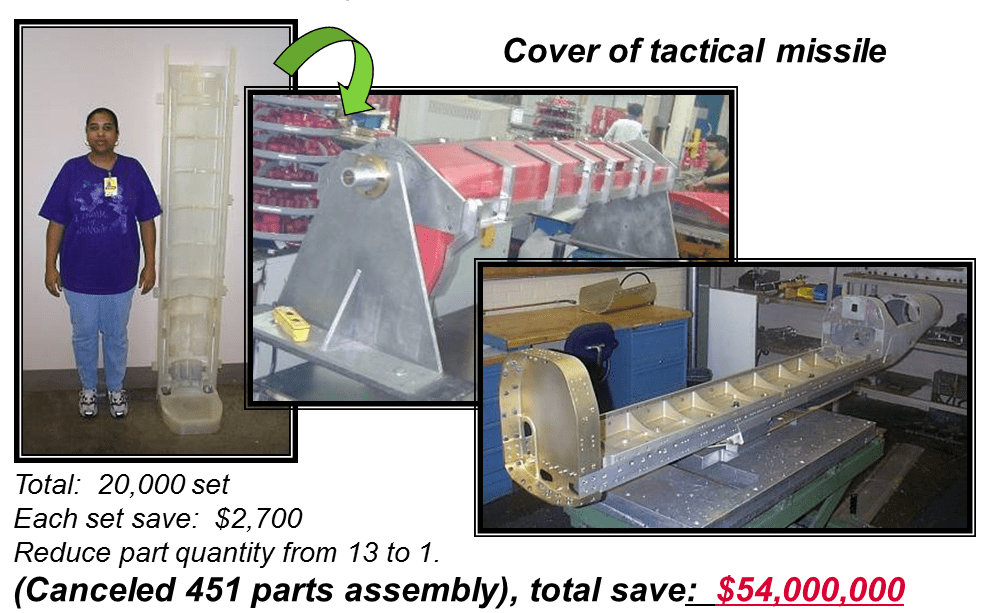
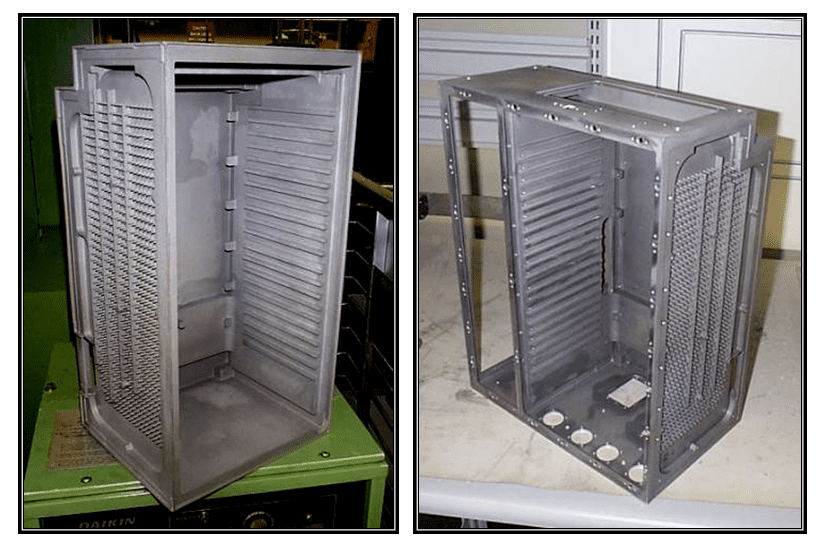
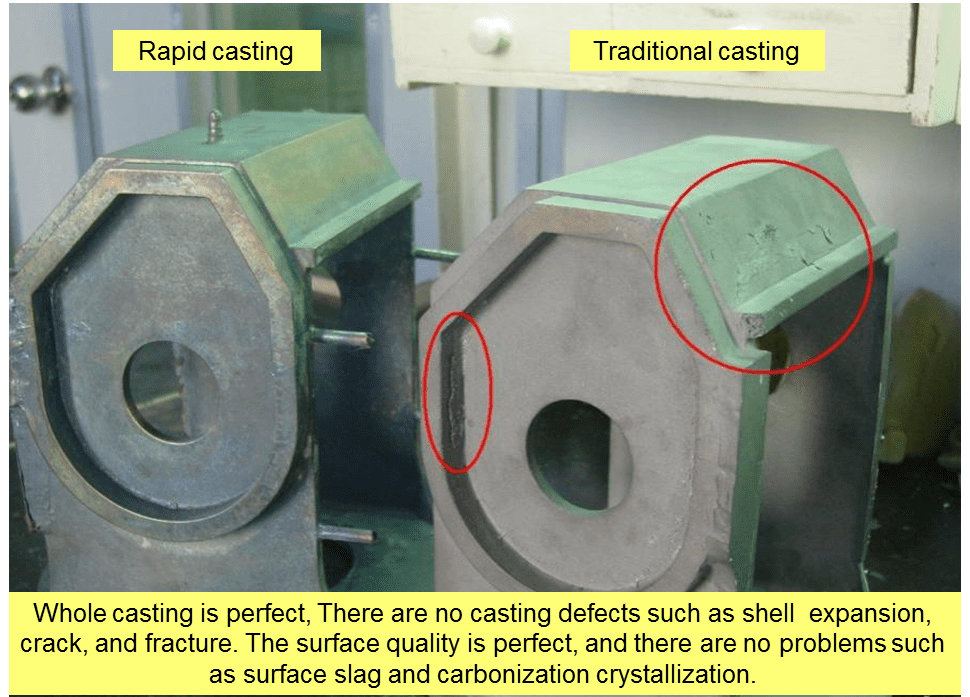
වේගවත් වාත්තු කිරීම
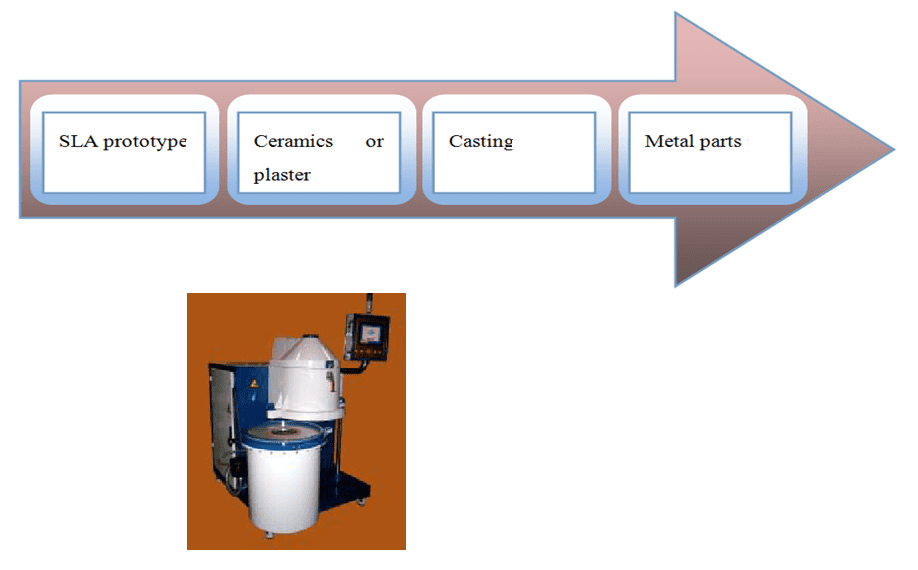
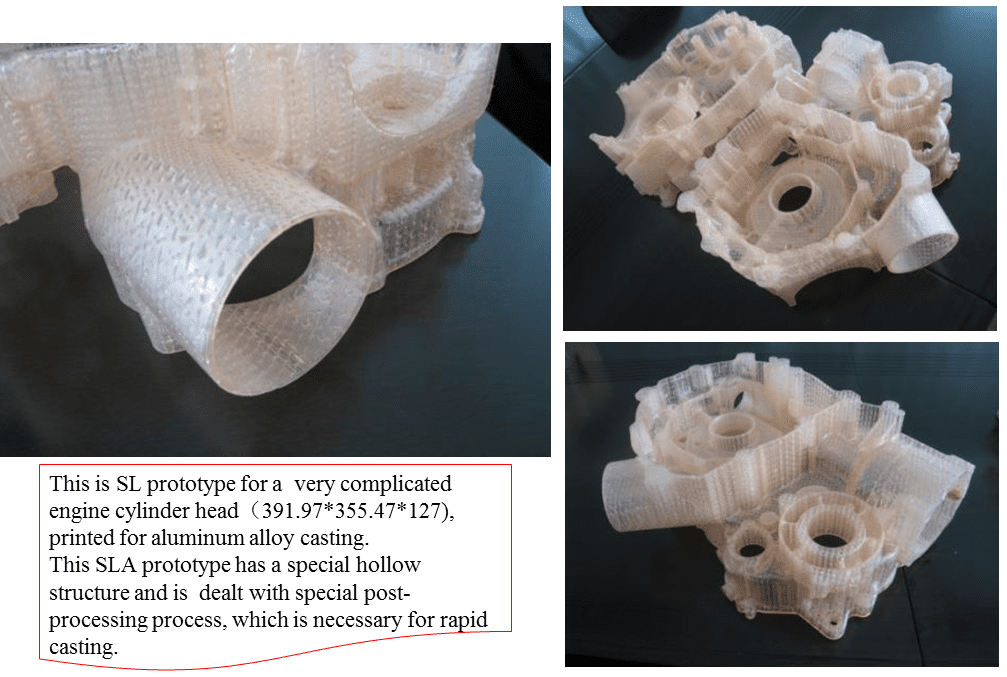
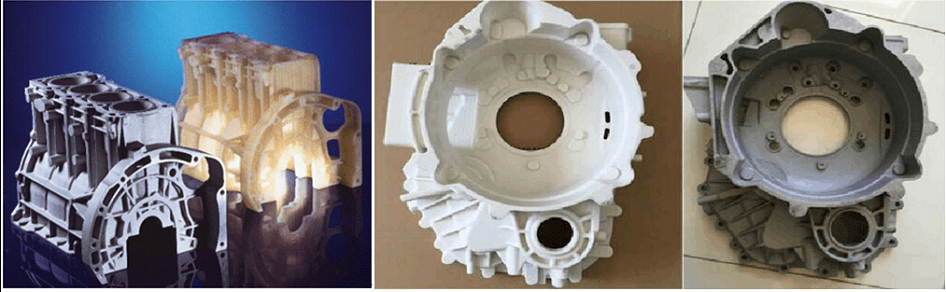
ත්රිමාණ මුද්රණ තාක්ෂණය සහ සාම්ප්රදායික වාත්තු තාක්ෂණයේ සංකලනය වේගවත් වාත්තු තාක්ෂණයට හේතු වී ඇත. මූලික මූලධර්මය වන්නේ 3D මුද්රණ තාක්ෂණය භාවිතයෙන් නැතිවූ පෙන, පොලිඑතිලීන් අච්චුව, ඉටි සාම්පල, අච්චුව, අච්චුව, හරය හෝ කවචය වාත්තු කිරීම සඳහා සෘජුව හෝ වක්රව මුද්රණය කර ලෝහ කොටස් ඉක්මනින් වාත්තු කිරීම සඳහා සම්ප්රදායික වාත්තු ක්රියාවලිය ඒකාබද්ධ කිරීමයි.
ත්රිමාණ මුද්රණ තාක්ෂණයේ සහ වාත්තු ක්රියාවලියේ සංකලනය වේගවත් ත්රිමාණ මුද්රණයේ වාසි, අඩු පිරිවැය, සංකීර්ණ කොටස් නිෂ්පාදනය කිරීමේ හැකියාව සහ ඕනෑම ආකාරයක ලෝහයක් වාත්තු කිරීමේ හැකියාව, හැඩය සහ ප්රමාණය හා අඩු පිරිවැයට බලපාන්නේ නැත. ඔවුන්ගේ සංයෝජනය දුර්වලතා මඟහරවා ගැනීම සඳහා භාවිතා කළ හැකිය, දිගු සැලසුම් කිරීම, වෙනස් කිරීම, නැවත සැලසුම් කිරීම වැනි ක්රියාවලිය බෙහෙවින් සරල කිරීම සහ කෙටි කිරීම.
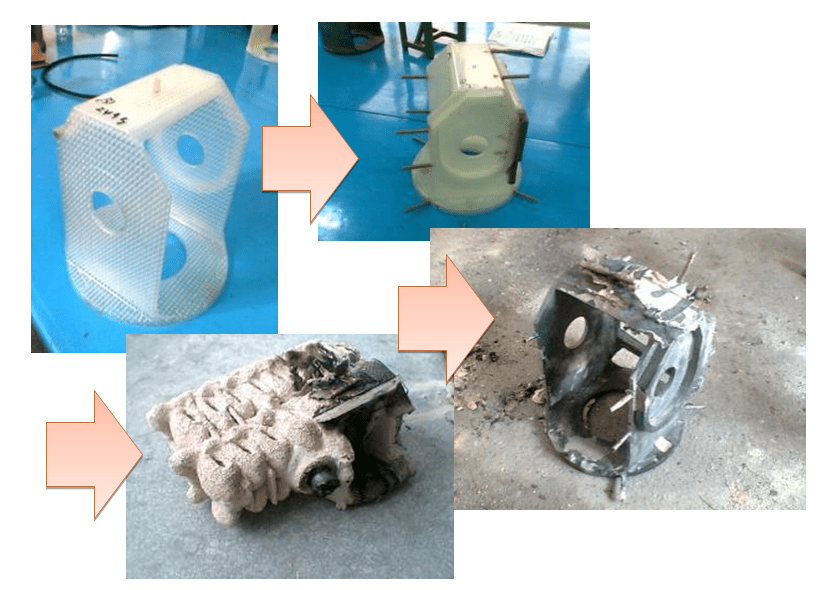
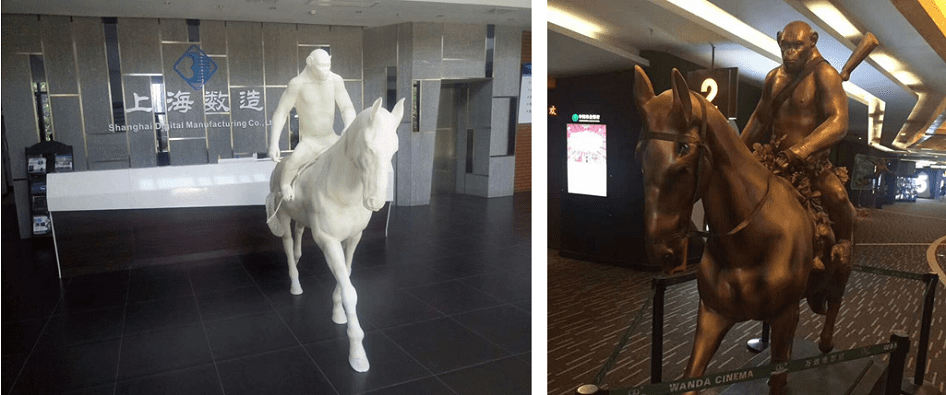
ආයෝජන වාත්තු කිරීම
ආයෝජන වාත්තු කිරීම යනු ලෝහ වාත්තු කිරීමේ සාපේක්ෂව නව ක්රමයක් වන අතර එය සම්පූර්ණ අච්චුව, වාෂ්පීකරණය සහ කුහර රහිත වාත්තු කිරීම ලෙසද හැඳින්වේ. මූලාකෘතිය ෆෝම් (FOAMED PLASTIC) වලින් සාදා ඇති අතර එය සාමාන්යයෙන් පුළුල් කරන ලද ෙපොලිස්ටිරින් වේ. ධනාත්මක අච්චුව වාත්තු වැලි (FOVNDRY SAND) වලින් පුරවා අච්චුවක් (MOLD) සාදන අතර සෘණ අච්චුව සඳහාද එයම වේ. උණු කළ ලෝහය අච්චුවට (එනම්, පොලි ස්ටයිරීන් වලින් සාදන ලද අච්චුව) එන්නත් කළ විට, පෙන වාෂ්ප වී හෝ නැති වී යයි, උණු කළ ලෝහවලින් පිරුණු වාත්තු වැලිවල සෘණ අච්චුව ඉතිරි වේ. මෙම වාත්තු කිරීමේ ක්රමය පසුව මූර්ති ප්රජාව විසින් අනුගමනය කරන ලද අතර වර්තමානයේ එය කාර්මික නිෂ්පාදන සඳහා භාවිතා වේ.
SL 3D මුද්රණ යන්ත්රය නිර්දේශිතයි
විශාල ප්රමාණයේ SL 3D මුද්රණ යන්ත්රය නිර්දේශ කෙරේ, එනම් 3DSL-600Hi ගොඩනැගීමේ පරිමාව 600 *600*400 mm සහ 3DSL-800Hi විශාල යන්ත්රය 800*600*550mm.