Hඉතා නම්යශීලී, එයට ඕනෑම සංකීර්ණ ව්යුහයක ඕනෑම ත්රිමාණ ඝන මාදිලියක් නිපදවිය හැකි අතර නිෂ්පාදන පිරිවැය නිෂ්පාදනයේ සංකීර්ණත්වයෙන් පාහේ ස්වාධීන වේ.
CAD ආකෘතිය සෘජු රිය පැදවීම, වාත්තු කිරීමේ ක්රියාවලිය සම්පූර්ණයෙන්ම ඩිජිටල් වේ, විශේෂ සවි කිරීම් හෝ මෙවලම් අවශ්ය නොවේ, සහ සැලසුම් සහ නිෂ්පාදනය (CAD/CAM) බෙහෙවින් ඒකාබද්ධ වේ.
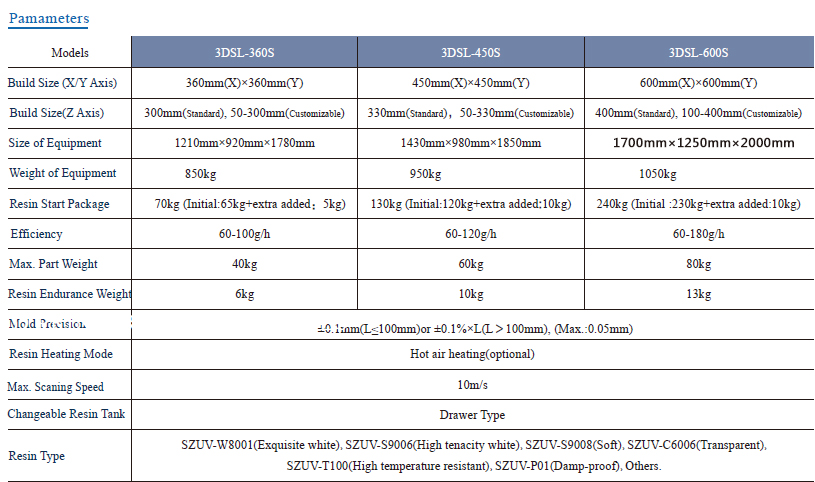
Hනිරවද්යතාවය, ±0.1%
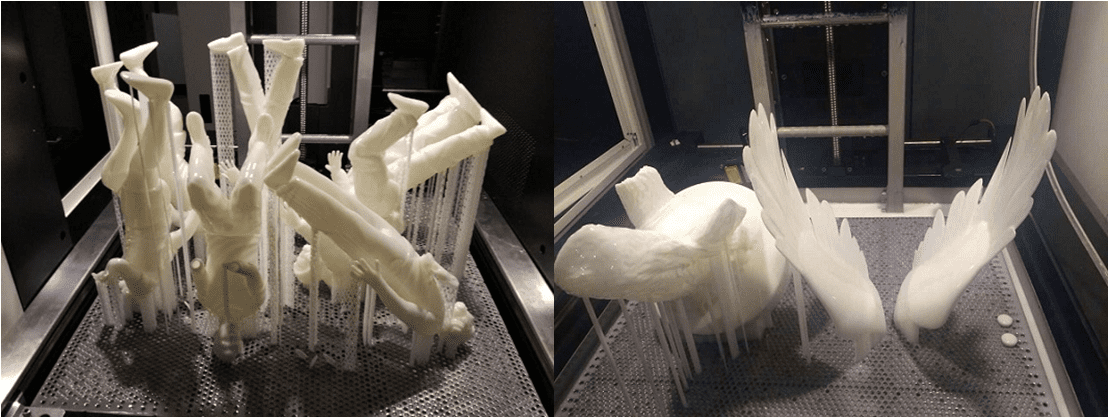
Hඉතා සියුම් විස්තර, සිහින් බිත්ති සෑදීමට හැකියාව ඇති, ඉතා අඩු කරයි
Mපැරණි මතුපිට ගුණාත්මකභාවය විශිෂ්ටයි
Fast වේගය
Hඉතා ස්වයංක්රීය: ක්රියාවලිය සම්පුර්ණයෙන්ම ස්වයංක්රීය වේ, ක්රියාවලියට මිනිස් මැදිහත්වීමක් අවශ්ය නොවේ, සහ උපකරණ නොසැලකිලිමත් විය හැක