HFoarte flexibil, poate produce orice model solid 3D de orice structură complexă, iar costul de producție este aproape independent de complexitatea produsului.
CConducerea directă a modelului AD, procesul de turnare este complet digital, nu sunt necesare dispozitive sau unelte speciale, iar proiectarea și fabricarea (CAD/CAM) sunt foarte integrate.
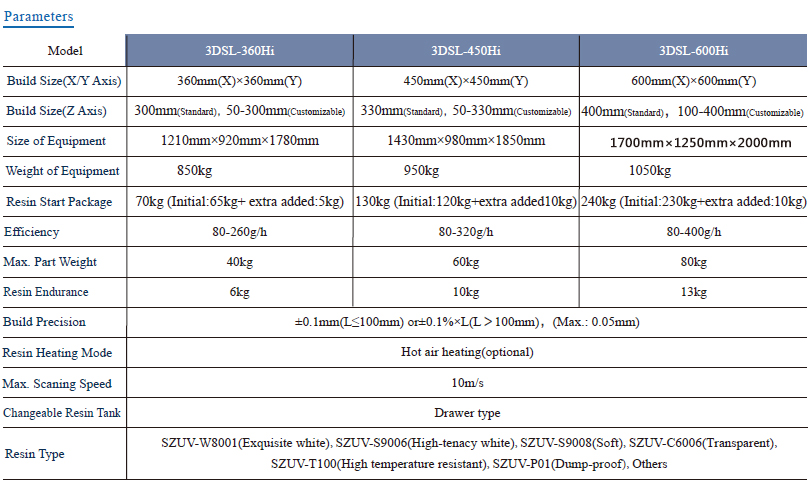
Hmare precizie, ± 0,1%
Hfoarte reductiv, capabil să realizeze detalii foarte fine, pereți subțiri
Mcalitatea suprafeței vechi este excelentă
Fviteza ast
Hfoarte automatizat: procesul este complet automatizat, procesul nu necesită intervenție umană, iar echipamentul poate fi nesupravegheat