

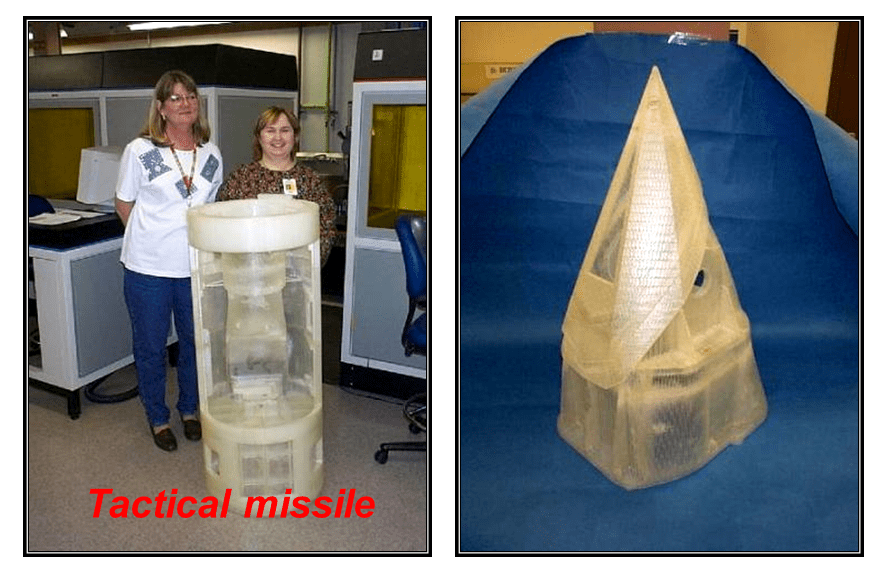
Druk 3D ma bardzo oczywistą przewagę szybkości w produkcji małych partii oraz przy opracowywaniu niektórych typów projektów, takich jak motoryzacja, lotnictwo, lotnictwo, wojsko, pociąg, motocykl, statek, sprzęt mechaniczny, pompa wodna i ceramika itp.
Za pomocą druku 3D można obecnie wytwarzać różnorodne tradycyjne produkty odlewnicze, które są trudne w produkcji, takie jak łopatki turbin o średnicy 0,5 mm, różne wewnętrzne kanały oleju chłodzącego i różne odlewy o złożonej konstrukcji.
W przypadku dzieł sztuki można również szeroko zastosować różnego rodzaju formy do produkcji masowej.
Druk 3D wspiera przemysł odlewniczy
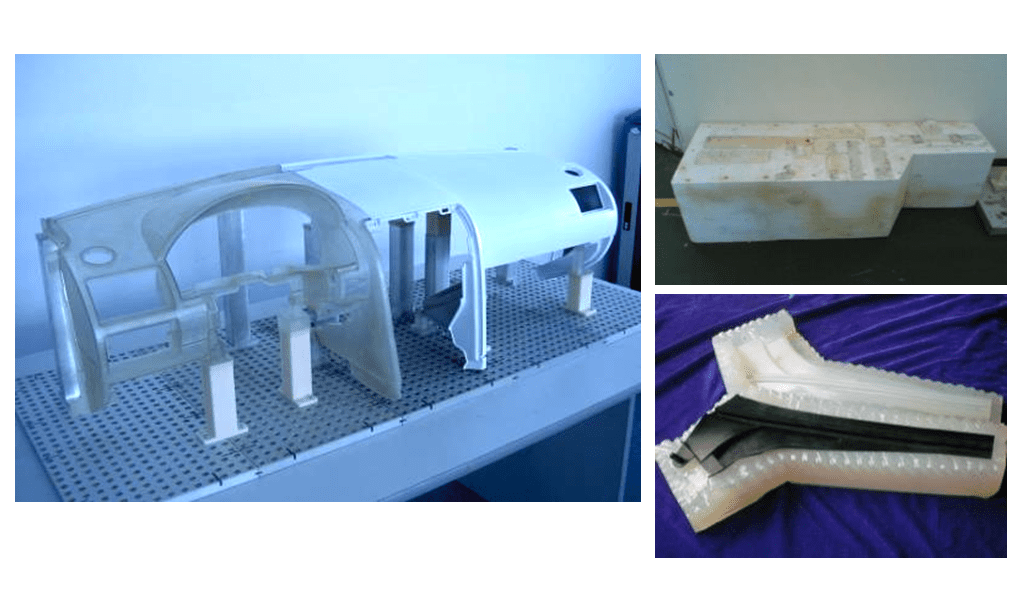
Odlewanie próżniowe
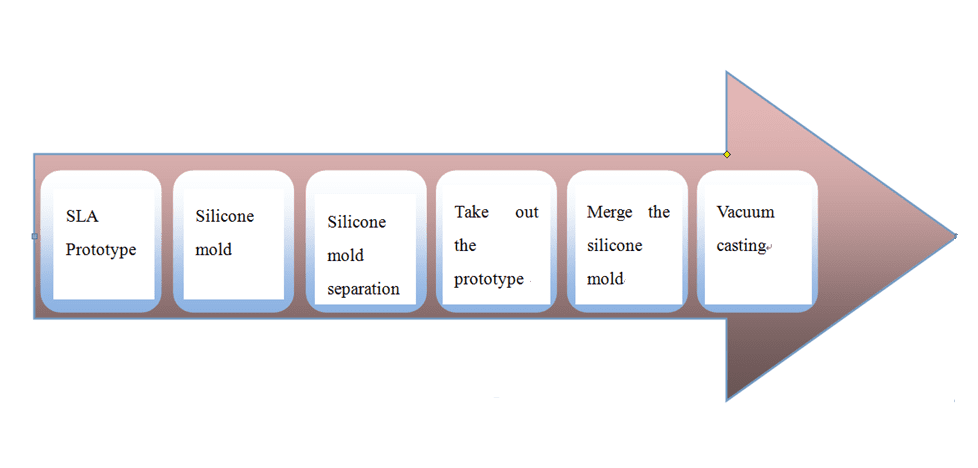
W oparciu o technologię RP, nowa linia rozwoju produktów, w której zastosowano formowanie gumy silikonowej RTV i odlewanie próżniowe, znalazła obecnie szerokie zastosowanie w dziedzinie motoryzacji, elektroniki i medycyny.

RIM: Formowanie wtryskowe pod niskim ciśnieniem (formowanie epoksydowe)
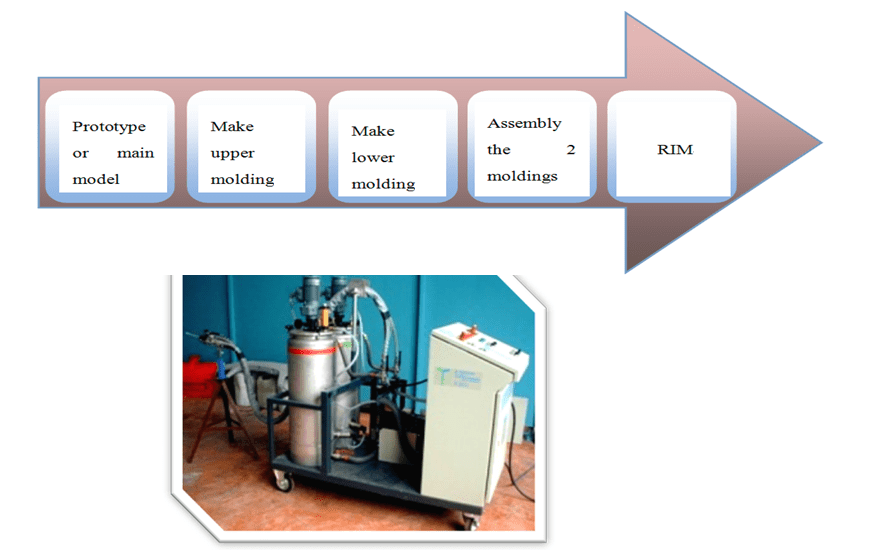
RIM to nowy proces stosowany w produkcji szybkich wyprasek. Jest to mieszanina dwuskładnikowych materiałów poliuretanowych, które są wtryskiwane do szybkiej formy w normalnej temperaturze i pod niskim ciśnieniem i powstają w wyniku procesów chemicznych i fizycznych, takich jak polimeryzacja, sieciowanie i zestalanie materiałów.
Ma zalety wysokiej wydajności, krótkiego cyklu produkcyjnego, prostego procesu i niskiego kosztu. Nadaje się do produkcji próbnej na małą skalę w procesie rozwoju produktu, a także produkcji małoseryjnej, prostej konstrukcji pokrywy oraz produkcji dużych grubościennych i nierównych wyrobów grubościennych.
odpowiednie formy: forma żywicy, forma ABS, forma ze stopu aluminium
materiał odlewu: dwuskładnikowy poliuretan
właściwości fizyczne materiału: podobne do PP/ABS, produkt ma działanie przeciwstarzeniowe, dużą odporność na uderzenia, wysoki stopień dopasowania, łatwy załadunek i rozładunek
Zasada działania niskociśnieniowego formowania perfuzyjnego RIM jest następująca: wstępnie uformowane dwuskładnikowe (lub wieloskładnikowe) płynne surowce są podawane do głowicy mieszającej przez pompę dozującą w określonym stosunku, a następnie w sposób ciągły wlewane do formę, aby utworzyć formę do zestalania reakcyjnego. Regulacja proporcji odbywa się poprzez zmianę prędkości pompy, która jest kontrolowana przez jednostkową wielkość tłoczenia pompy i czas wtrysku.

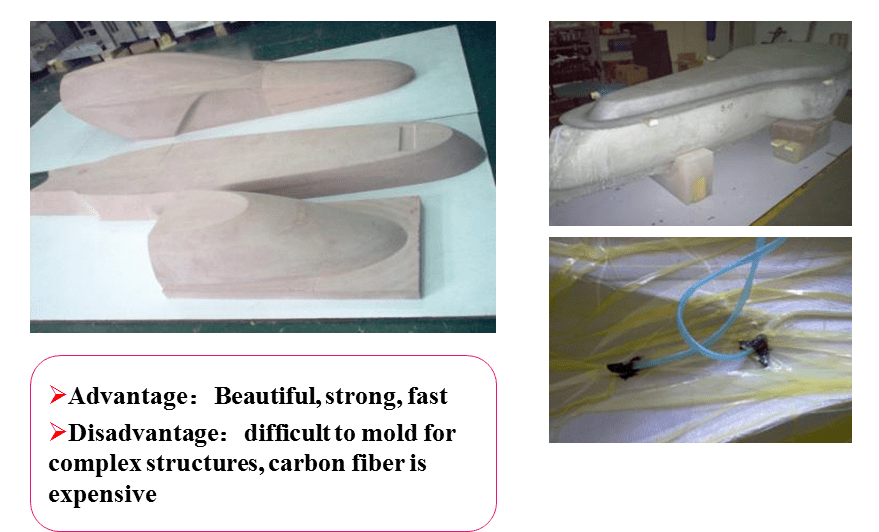
Wprowadzenie próżniowe z włókna węglowego/tworzyw sztucznych wzmocnionych włóknami (FRP).
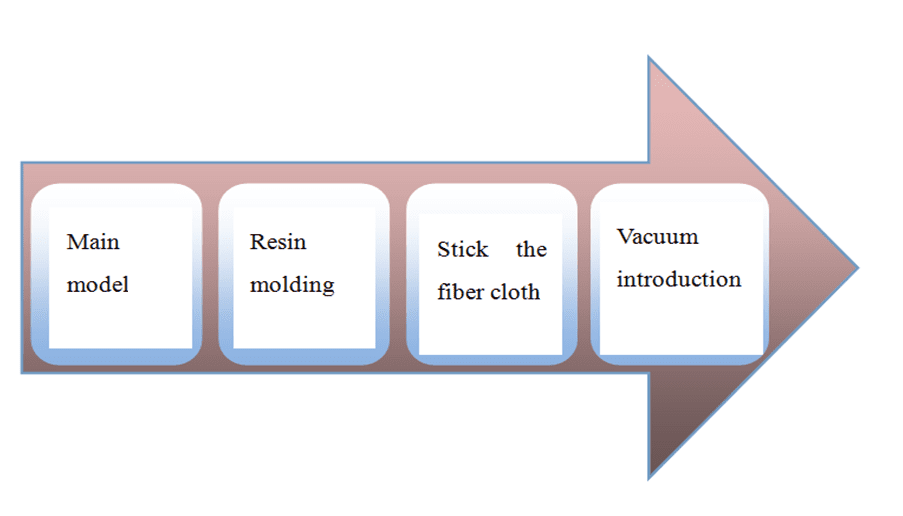
Podstawowa zasada procesu wprowadzania próżniowego polega na ułożeniu włókna szklanego, tkaniny z włókna szklanego, różnych wkładek, tkaniny oddzielającej, warstwy przepuszczalnej dla żywicy, ułożeniu rurociągu z żywicą i pokryciu nylonem (lub gumą na utwardzonej warstwie żelkotu). Silikonowa) elastyczna folia (tj. worek próżniowy), folia i obwód wnęki są szczelnie zamknięte.
Wgłębienie zostaje opróżnione i do ubytku wstrzyknięta jest żywica. Proces formowania, podczas którego żywica jest impregnowana wzdłuż rury z żywicy i powierzchni włókna pod próżnią w celu impregnacji wiązki włókien w temperaturze pokojowej lub podczas ogrzewania.
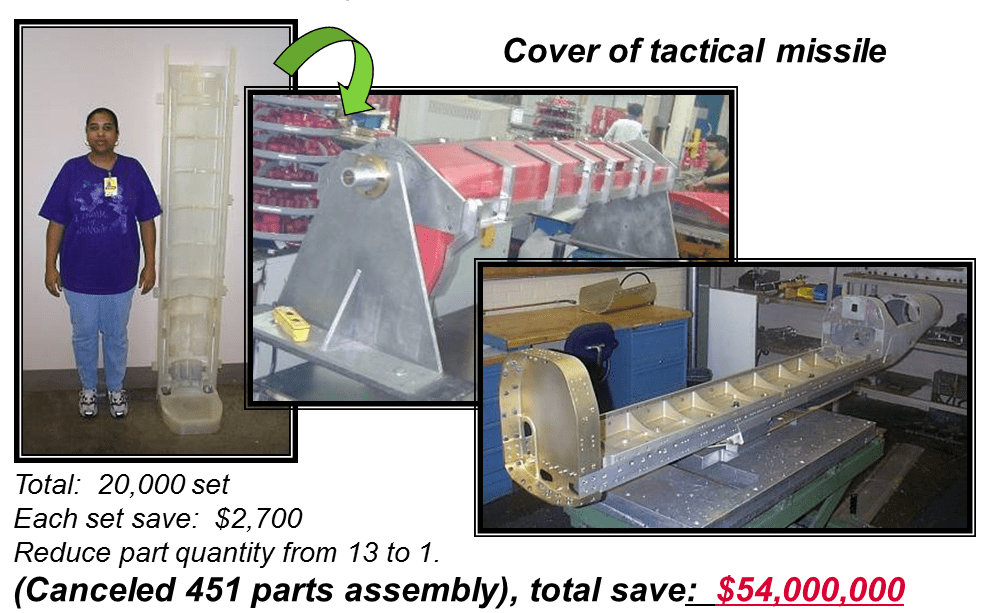
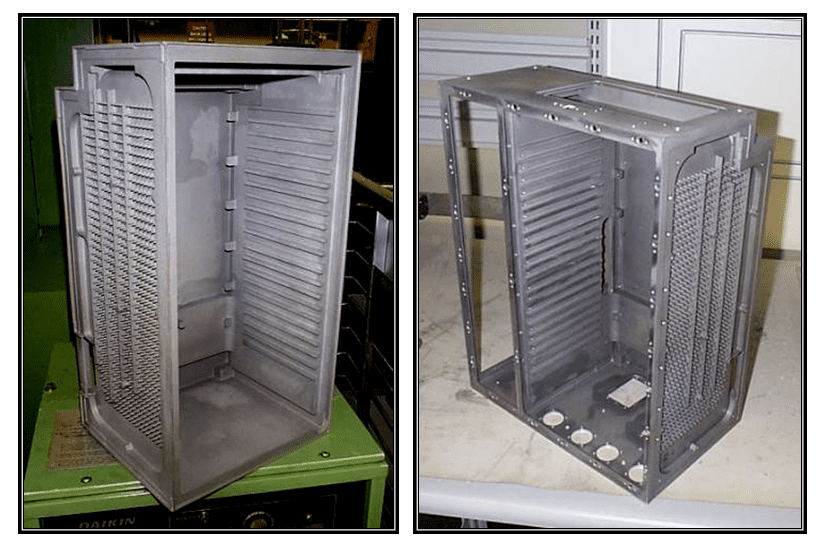
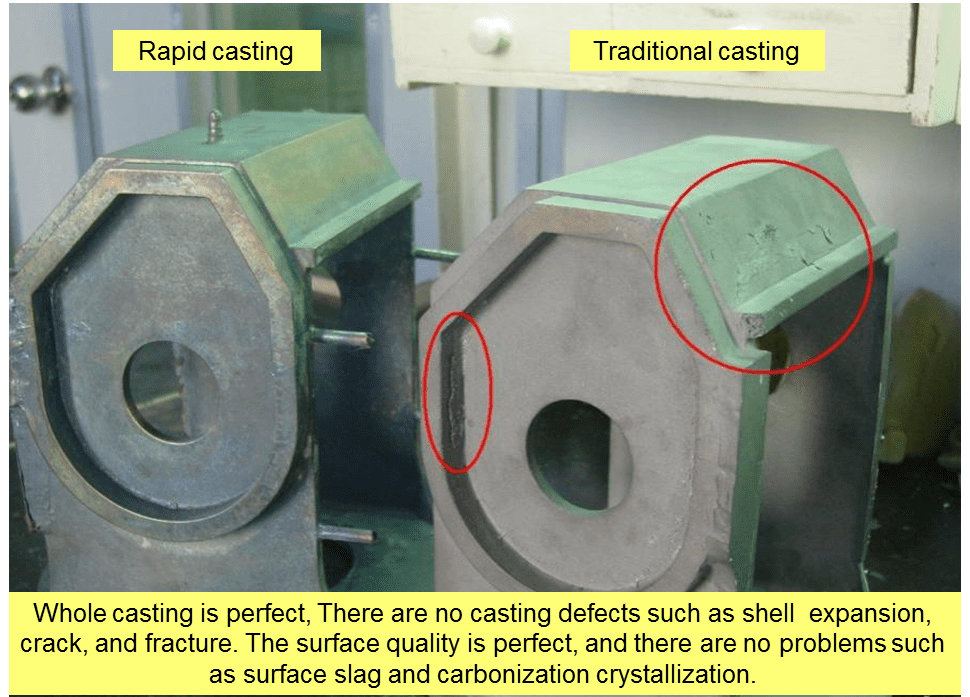
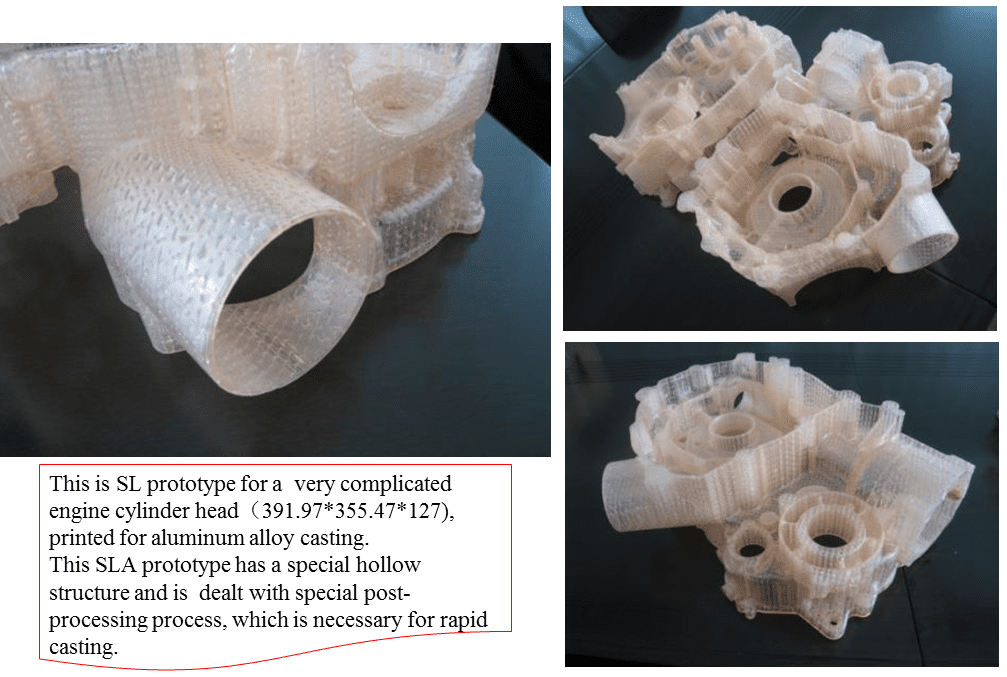
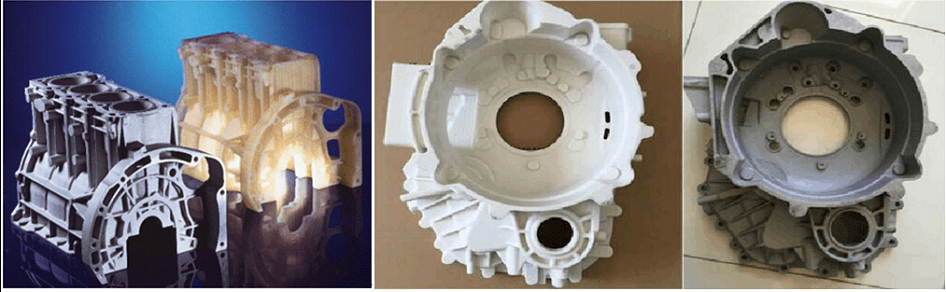
Szybkie odlewanie
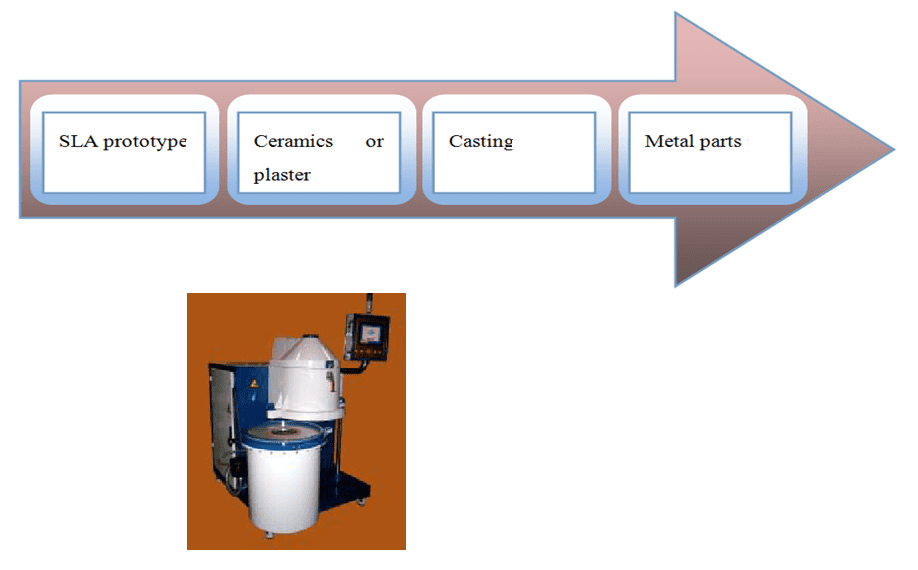
Połączenie technologii druku 3D i tradycyjnej technologii odlewania zaowocowało technologią szybkiego odlewania. Podstawową zasadą jest wykorzystanie technologii druku 3D do bezpośredniego lub pośredniego wydruku traconej pianki, formy polietylenowej, próbki wosku, szablonu, formy, rdzenia lub skorupy do odlewu, a następnie połączenie tradycyjnego procesu odlewania w celu szybkiego odlewania części metalowych.
Połączenie technologii druku 3D i procesu odlewania pozwala w pełni wykorzystać zalety szybkiego druku 3D, niskiego kosztu, możliwości wytwarzania skomplikowanych części i odlewania dowolnego rodzaju metalu, bez wpływu kształtu i rozmiaru oraz niskiego kosztu. Ich połączenie pozwala uniknąć słabych punktów, znacznie upraszczając i skracając proces długotrwałego projektowania, modyfikacji, przeprojektowywania aż do formowania.
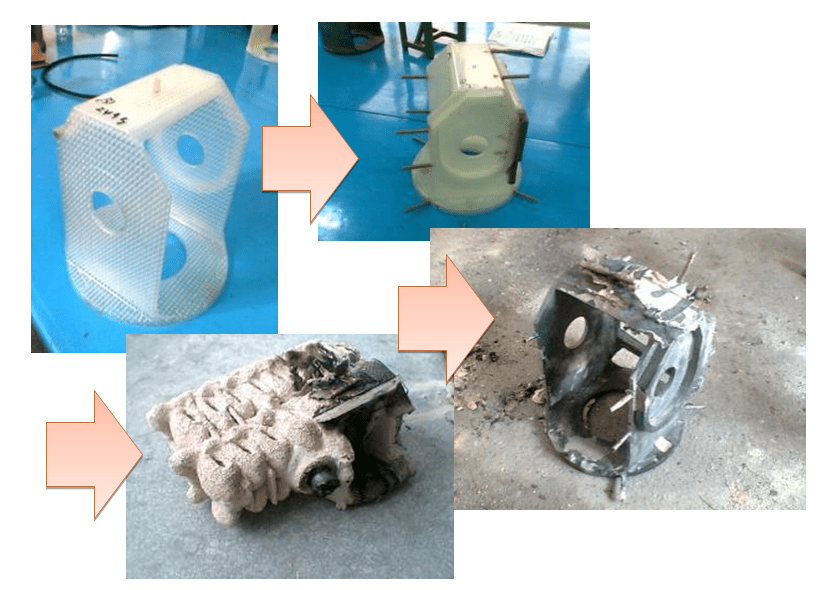
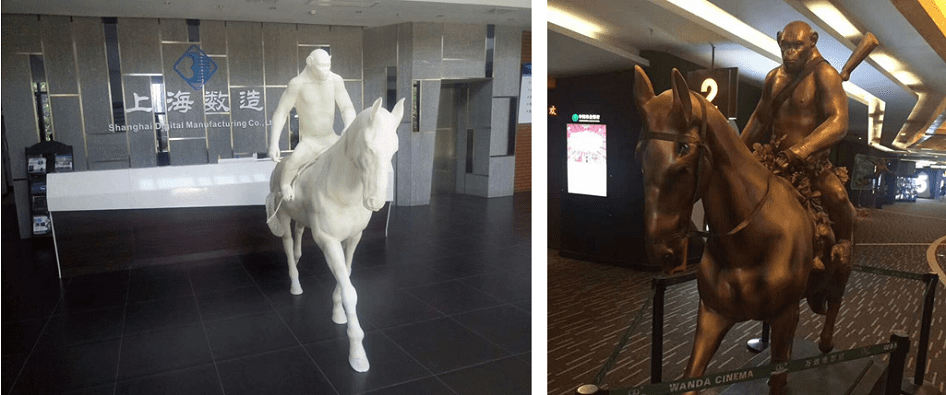
Casting inwestycyjny
Odlewanie metodą inwestycyjną odnosi się do stosunkowo nowej metody odlewania metalu, znanej również jako odlewanie w pełnej formie, odparowywanie i odlewanie bez wgłębień. Prototyp wykonany jest z pianki (TWORZYW PIANKOWYCH) i najczęściej jest to styropian. Formę pozytywową wypełnia się piaskiem lanym (FOVNDRY SAND), tworząc formę (MOLD), to samo dotyczy formy negatywowej. Kiedy roztopiony metal jest wtryskiwany do formy (tj. formy wykonanej z polistyrenu), pianka odparowuje lub znika, pozostawiając negatywową formę z piasku odlewniczego wypełnioną stopionym metalem. Ta metoda odlewania została później przyjęta przez społeczność rzeźbiarzy i jest obecnie stosowana w produkcji przemysłowej.
Zalecana drukarka 3D SL
Zalecane są duże drukarki 3D SL, takie jak 3DSL-600Hi o objętości roboczej 600 * 600 * 400 mm i większa maszyna 3DSL-800Hi o objętości roboczej 800 * 600 * 550 mm.