Hniezwykle elastyczny, może wyprodukować dowolne modele bryłowe 3D o dowolnej złożonej strukturze, a koszt produkcji jest prawie niezależny od złożoności produktu.
CBezpośrednie sterowanie modelem AD, proces formowania jest całkowicie cyfrowy, nie są wymagane żadne specjalne osprzęty ani narzędzia, a projektowanie i produkcja (CAD/CAM) są wysoce zintegrowane.
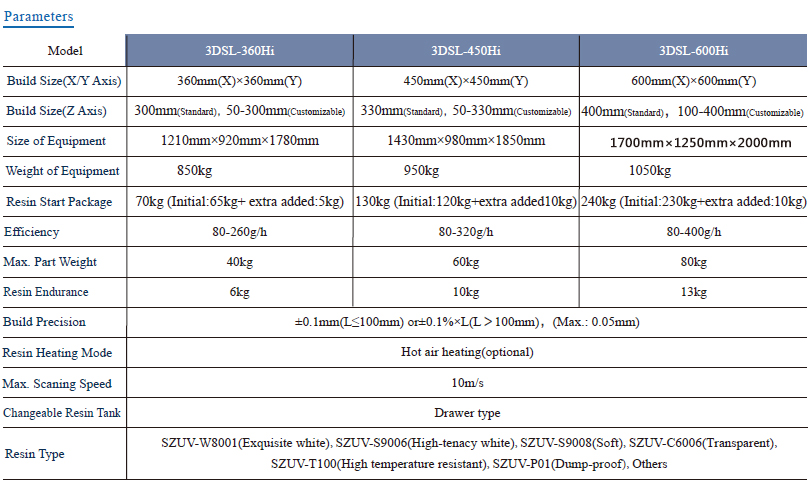
HWysoka dokładność, ± 0,1%
Hwysoce redukcyjny, zdolny do wykonywania bardzo drobnych szczegółów, cienkich ścian
Mstara jakość powierzchni jest doskonała
Fmaksymalna prędkość
Hwysoce zautomatyzowany: proces jest w pełni zautomatyzowany, proces nie wymaga interwencji człowieka, a sprzęt może pracować bez nadzoru