

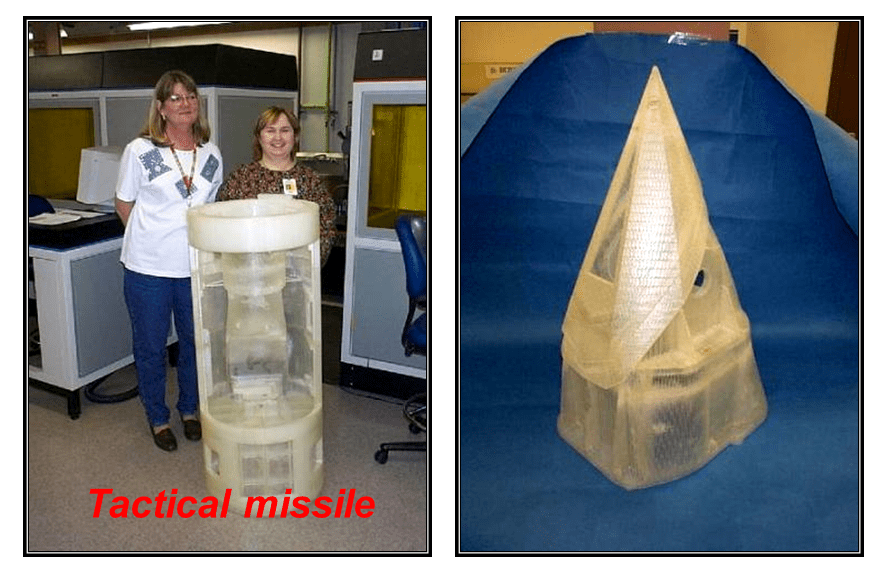
3D ਪ੍ਰਿੰਟਿੰਗ ਦਾ ਛੋਟੇ ਬੈਚ ਦੇ ਉਤਪਾਦਨ ਵਿੱਚ ਅਤੇ ਕੁਝ ਕਿਸਮਾਂ ਦੇ ਪ੍ਰੋਜੈਕਟਾਂ ਦੇ ਵਿਕਾਸ ਵਿੱਚ ਇੱਕ ਬਹੁਤ ਸਪੱਸ਼ਟ ਗਤੀ ਫਾਇਦਾ ਹੈ, ਜਿਵੇਂ ਕਿ ਆਟੋਮੋਟਿਵ, ਏਰੋਸਪੇਸ, ਹਵਾਬਾਜ਼ੀ, ਫੌਜੀ, ਰੇਲਗੱਡੀ, ਮੋਟਰਸਾਈਕਲ, ਜਹਾਜ਼, ਮਕੈਨੀਕਲ ਉਪਕਰਣ, ਵਾਟਰ ਪੰਪ, ਅਤੇ ਸਿਰੇਮਿਕ, ਆਦਿ।
ਕਈ ਪ੍ਰੰਪਰਾਗਤ ਕਾਸਟਿੰਗ ਉਤਪਾਦ ਜਿਨ੍ਹਾਂ ਦਾ ਉਤਪਾਦਨ ਕਰਨਾ ਔਖਾ ਹੈ, ਹੁਣ 3D ਪ੍ਰਿੰਟਿੰਗ ਦੁਆਰਾ ਤਿਆਰ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ ਜਿਵੇਂ ਕਿ 0.5mm ਟਰਬਾਈਨ ਬਲੇਡ, ਵੱਖ-ਵੱਖ ਅੰਦਰੂਨੀ ਕੂਲਿੰਗ ਆਇਲ ਪੈਸੇਜ, ਅਤੇ ਵੱਖ-ਵੱਖ ਢਾਂਚਾਗਤ ਤੌਰ 'ਤੇ ਗੁੰਝਲਦਾਰ ਕਾਸਟਿੰਗ।
ਕਲਾ ਦੇ ਟੁਕੜਿਆਂ ਲਈ, ਵੱਡੇ ਪੱਧਰ 'ਤੇ ਉਤਪਾਦਨ ਲਈ ਵੱਖ-ਵੱਖ ਕਿਸਮਾਂ ਦੇ ਮੋਲਡ ਵੀ ਵਿਆਪਕ ਤੌਰ 'ਤੇ ਵਰਤੇ ਜਾ ਸਕਦੇ ਹਨ।
3D ਪ੍ਰਿੰਟਿੰਗ ਕਾਸਟਿੰਗ ਉਦਯੋਗ ਨੂੰ ਵਧਾਉਂਦੀ ਹੈ
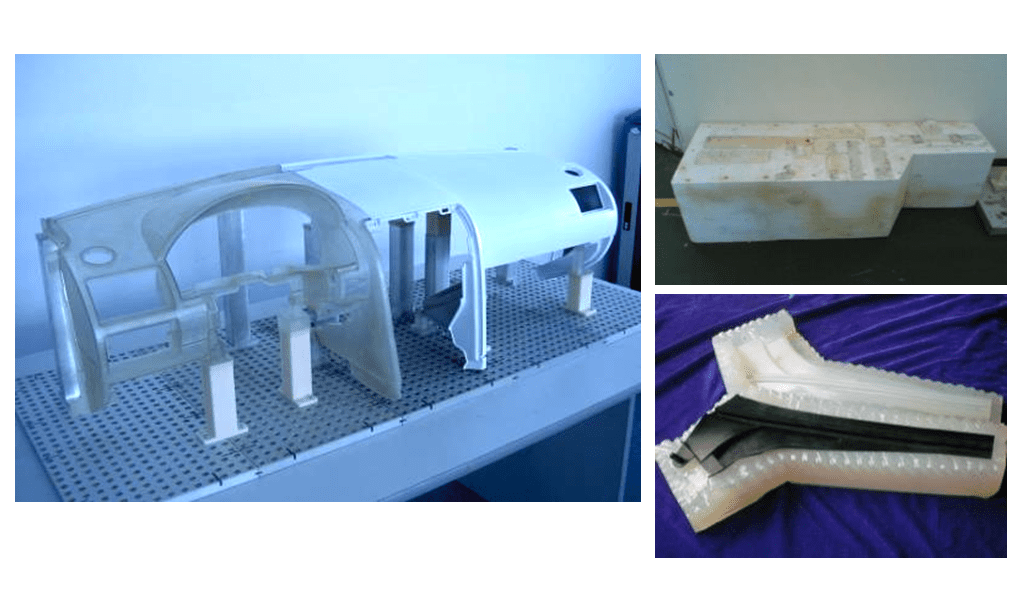
ਵੈਕਿਊਮ ਕਾਸਟਿੰਗ
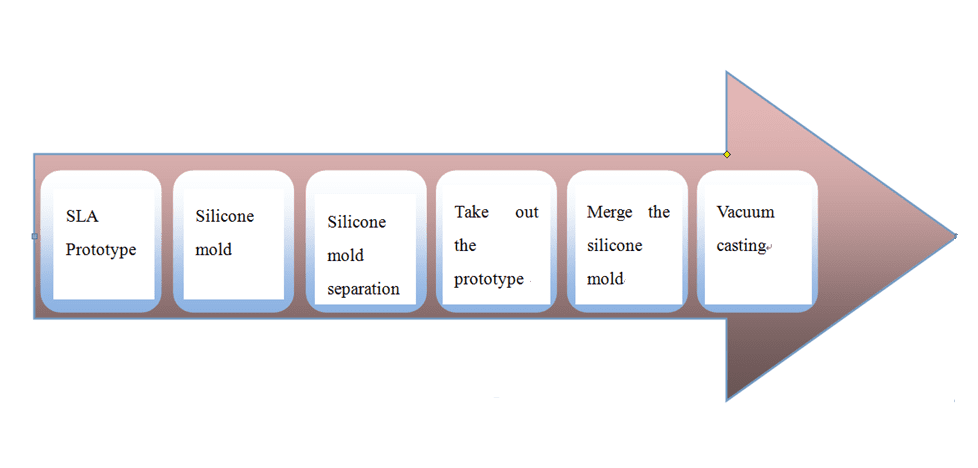
ਆਰਪੀ ਤਕਨਾਲੋਜੀ ਦੀ ਵਰਤੋਂ ਦੇ ਆਧਾਰ 'ਤੇ, ਨਵੀਂ ਉਤਪਾਦ ਵਿਕਾਸ ਲਾਈਨ, ਜੋ ਕਿ ਆਰਟੀਵੀ ਸਿਲੀਕਾਨ ਰਬੜ ਮੋਲਡਿੰਗ ਅਤੇ ਵੈਕਿਊਮ ਕਾਸਟਿੰਗ ਦੀ ਵਰਤੋਂ ਕਰਦੀ ਸੀ, ਨੇ ਹੁਣ ਆਟੋਮੋਬਾਈਲ, ਇਲੈਕਟ੍ਰਾਨਿਕ ਅਤੇ ਮੈਡੀਕਲ ਖੇਤਰ ਦੇ ਖੇਤਰ ਵਿੱਚ ਵਿਆਪਕ ਤੌਰ 'ਤੇ ਲਾਗੂ ਕੀਤਾ ਹੈ।

RIM: ਘੱਟ ਦਬਾਅ ਪ੍ਰਤੀਕ੍ਰਿਆ ਇੰਜੈਕਸ਼ਨ ਮੋਲਡਿੰਗ (Epoxy ਮੋਲਡਿੰਗ)
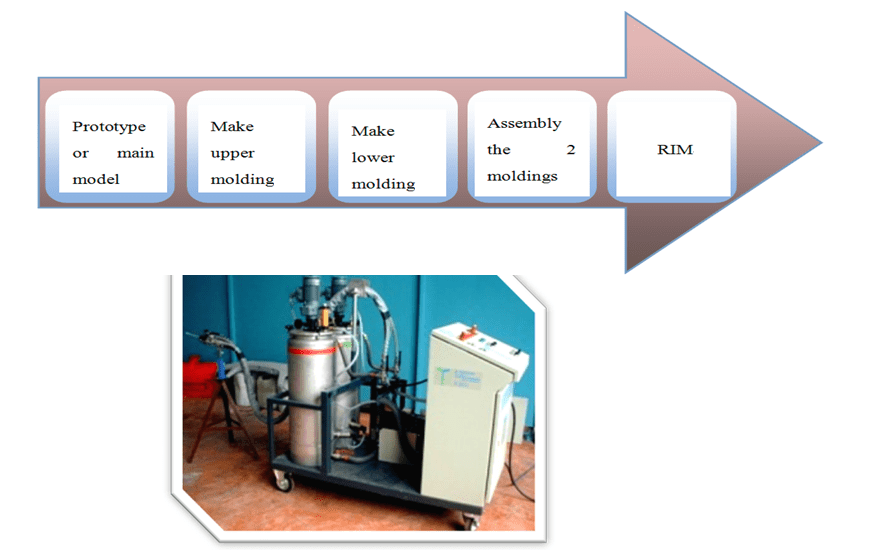
RIM ਇੱਕ ਨਵੀਂ ਪ੍ਰਕਿਰਿਆ ਹੈ ਜੋ ਤੇਜ਼ ਮੋਲਡਿੰਗ ਦੇ ਉਤਪਾਦਨ ਲਈ ਲਾਗੂ ਹੁੰਦੀ ਹੈ। ਇਹ ਦੋ-ਕੰਪੋਨੈਂਟ ਪੌਲੀਯੂਰੀਥੇਨ ਸਾਮੱਗਰੀ ਦਾ ਮਿਸ਼ਰਣ ਹੈ, ਜੋ ਆਮ ਤਾਪਮਾਨ ਅਤੇ ਘੱਟ ਦਬਾਅ ਹੇਠ ਇੱਕ ਤੇਜ਼ ਮੋਲਡ ਵਿੱਚ ਇੰਜੈਕਟ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਅਤੇ ਰਸਾਇਣਕ ਅਤੇ ਭੌਤਿਕ ਪ੍ਰਕਿਰਿਆਵਾਂ ਜਿਵੇਂ ਕਿ ਪੌਲੀਮਰਾਈਜ਼ੇਸ਼ਨ, ਕਰਾਸਲਿੰਕਿੰਗ ਅਤੇ ਸਮੱਗਰੀ ਦੇ ਠੋਸੀਕਰਨ ਦੁਆਰਾ ਬਣਦਾ ਹੈ।
ਇਸ ਵਿੱਚ ਉੱਚ ਕੁਸ਼ਲਤਾ, ਛੋਟਾ ਉਤਪਾਦਨ ਚੱਕਰ, ਸਧਾਰਨ ਪ੍ਰਕਿਰਿਆ ਅਤੇ ਘੱਟ ਲਾਗਤ ਦੇ ਫਾਇਦੇ ਹਨ। ਇਹ ਉਤਪਾਦ ਵਿਕਾਸ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ ਛੋਟੇ ਪੈਮਾਨੇ ਦੇ ਅਜ਼ਮਾਇਸ਼ ਉਤਪਾਦਨ ਦੇ ਨਾਲ-ਨਾਲ ਛੋਟੇ-ਆਵਾਜ਼ ਦੇ ਉਤਪਾਦਨ, ਕਵਰ ਦੀ ਸਧਾਰਨ ਬਣਤਰ ਅਤੇ ਵੱਡੀ ਮੋਟੀ-ਦੀਵਾਰਾਂ ਅਤੇ ਅਸਮਾਨ ਮੋਟੀ-ਦੀਵਾਰਾਂ ਦੇ ਉਤਪਾਦਾਂ ਦੇ ਉਤਪਾਦਨ ਲਈ ਢੁਕਵਾਂ ਹੈ।
ਲਾਗੂ ਮੋਲਡ: ਰਾਲ ਉੱਲੀ, ABS ਉੱਲੀ, ਅਲਮੀਨੀਅਮ ਮਿਸ਼ਰਤ ਉੱਲੀ
ਕਾਸਟਿੰਗ ਸਮੱਗਰੀ: ਦੋ-ਕੰਪੋਨੈਂਟ ਪੌਲੀਯੂਰੀਥੇਨ
ਪਦਾਰਥਕ ਭੌਤਿਕ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ: PP / ABS ਦੇ ਸਮਾਨ, ਉਤਪਾਦ ਵਿੱਚ ਐਂਟੀ-ਏਜਿੰਗ, ਮਜ਼ਬੂਤ ਪ੍ਰਭਾਵ ਪ੍ਰਤੀਰੋਧ, ਉੱਚ ਪੱਧਰੀ ਫਿੱਟ, ਆਸਾਨ ਲੋਡਿੰਗ ਅਤੇ ਅਨਲੋਡਿੰਗ ਹੈ
ਰਿਮ ਲੋ-ਪ੍ਰੈਸ਼ਰ ਪਰਫਿਊਜ਼ਨ ਮੋਲਡਿੰਗ ਦਾ ਕਾਰਜਸ਼ੀਲ ਸਿਧਾਂਤ ਇਸ ਤਰ੍ਹਾਂ ਹੈ: ਪਹਿਲਾਂ ਤੋਂ ਬਣੇ ਦੋ-ਕੰਪੋਨੈਂਟ (ਜਾਂ ਮਲਟੀ-ਕੰਪੋਨੈਂਟ) ਤਰਲ ਕੱਚੇ ਮਾਲ ਨੂੰ ਮਿਕਸਿੰਗ ਹੈੱਡ ਵਿੱਚ ਇੱਕ ਨਿਸ਼ਚਿਤ ਅਨੁਪਾਤ 'ਤੇ ਇੱਕ ਮੀਟਰਿੰਗ ਪੰਪ ਦੁਆਰਾ ਖੁਆਇਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਫਿਰ ਲਗਾਤਾਰ ਇਸ ਵਿੱਚ ਡੋਲ੍ਹਿਆ ਜਾਂਦਾ ਹੈ। ਇੱਕ ਪ੍ਰਤੀਕ੍ਰਿਆ ਠੋਸ ਮੋਲਡਿੰਗ ਬਣਾਉਣ ਲਈ ਉੱਲੀ. ਅਨੁਪਾਤ ਵਿਵਸਥਾ ਪੰਪ ਦੀ ਗਤੀ ਵਿੱਚ ਤਬਦੀਲੀ ਦੁਆਰਾ ਪ੍ਰਾਪਤ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਜੋ ਕਿ ਪੰਪ ਦੀ ਯੂਨਿਟ ਡਿਸਚਾਰਜ ਮਾਤਰਾ ਅਤੇ ਇੰਜੈਕਸ਼ਨ ਸਮੇਂ ਦੁਆਰਾ ਨਿਯੰਤਰਿਤ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।

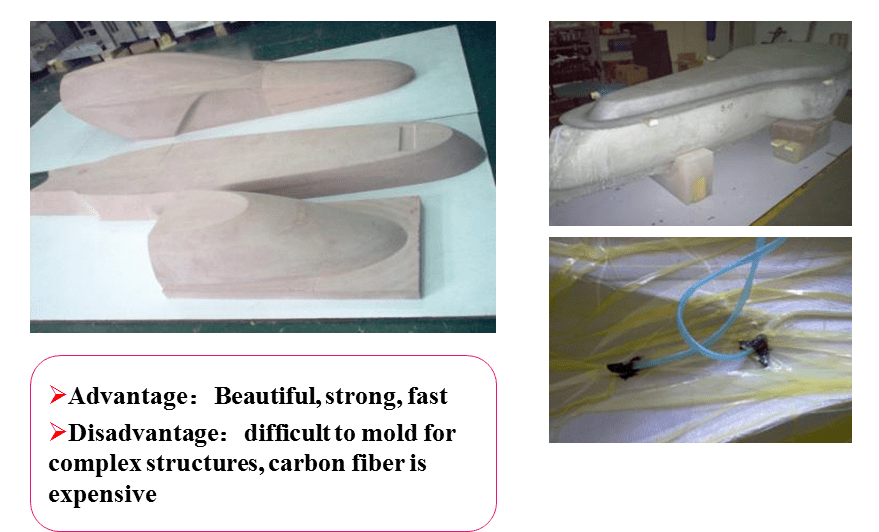
ਕਾਰਬਨ ਫਾਈਬਰ / ਫਾਈਬਰ ਰੀਇਨਫੋਰਸਡ ਪਲਾਸਟਿਕ (FRP) ਵੈਕਿਊਮ ਜਾਣ-ਪਛਾਣ
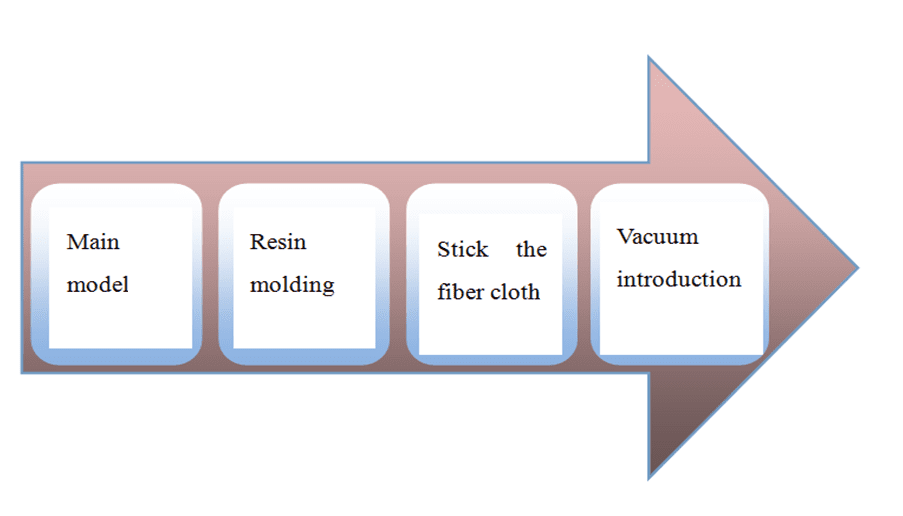
ਵੈਕਿਊਮ ਜਾਣ-ਪਛਾਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦਾ ਮੂਲ ਸਿਧਾਂਤ ਗਲਾਸ ਫਾਈਬਰ, ਗਲਾਸ ਫਾਈਬਰ ਫੈਬਰਿਕ, ਵੱਖ-ਵੱਖ ਸੰਮਿਲਨਾਂ, ਰੀਲੀਜ਼ ਕੱਪੜੇ, ਰਾਲ ਪਾਰਮੇਬਲ ਪਰਤ, ਰਾਲ ਪਾਈਪਲਾਈਨ ਵਿਛਾਉਣ ਅਤੇ ਨਾਈਲੋਨ (ਜਾਂ ਰਬੜ, ਠੀਕ ਕੀਤੀ ਜੈੱਲ ਕੋਟ ਪਰਤ 'ਤੇ) ਨੂੰ ਢੱਕਣ ਦਾ ਹਵਾਲਾ ਦਿੰਦਾ ਹੈ। ਸਿਲੀਕੋਨ) ਲਚਕਦਾਰ ਫਿਲਮ (ਭਾਵ ਵੈਕਿਊਮ ਬੈਗ), ਫਿਲਮ ਅਤੇ ਕੈਵਿਟੀ ਦੇ ਘੇਰੇ ਨੂੰ ਕੱਸ ਕੇ ਸੀਲ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।
ਖੋਲ ਨੂੰ ਖਾਲੀ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਅਤੇ ਰਾਲ ਨੂੰ ਗੁਫਾ ਵਿੱਚ ਟੀਕਾ ਲਗਾਇਆ ਜਾਂਦਾ ਹੈ। ਇੱਕ ਮੋਲਡਿੰਗ ਪ੍ਰਕਿਰਿਆ ਜਿਸ ਵਿੱਚ ਇੱਕ ਰਾਲ ਨੂੰ ਇੱਕ ਰਾਲ ਪਾਈਪ ਅਤੇ ਇੱਕ ਫਾਈਬਰ ਸਤਹ ਦੇ ਨਾਲ ਕਮਰੇ ਦੇ ਤਾਪਮਾਨ 'ਤੇ ਜਾਂ ਹੀਟਿੰਗ ਦੇ ਅਧੀਨ ਫਾਈਬਰ ਬੰਡਲ ਨੂੰ ਗਰਭਪਾਤ ਕਰਨ ਲਈ ਵੈਕਿਊਮ ਦੇ ਹੇਠਾਂ ਗਰਭਵਤੀ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।
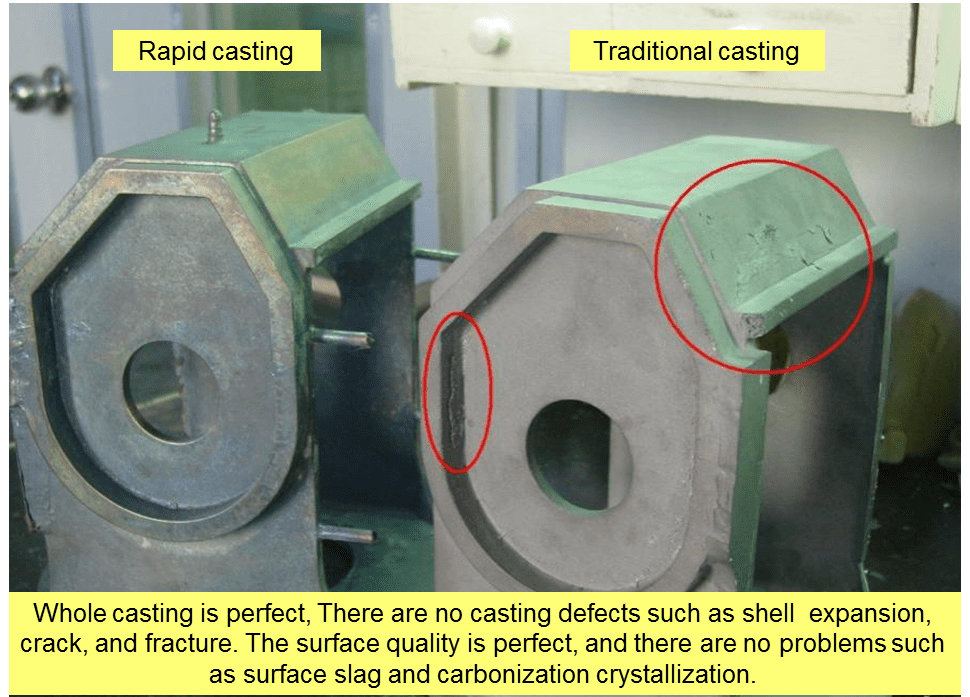
ਤੇਜ਼ ਕਾਸਟਿੰਗ
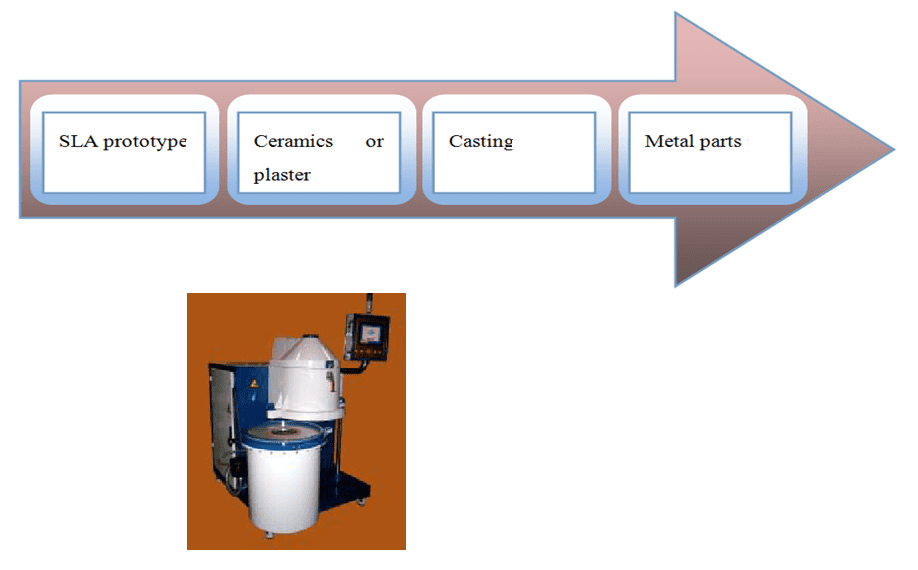
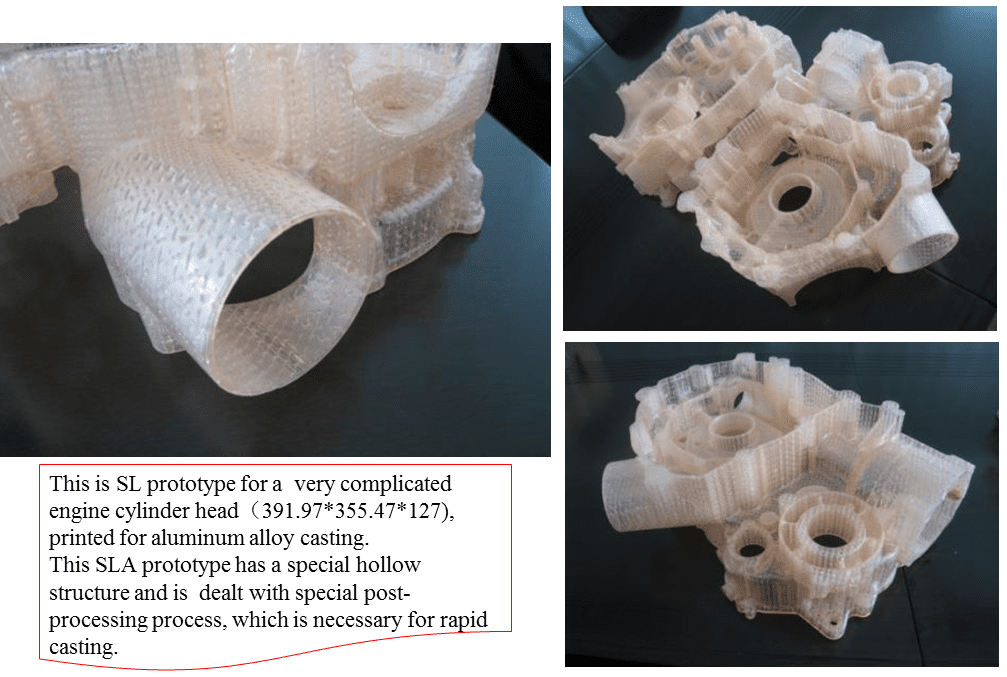
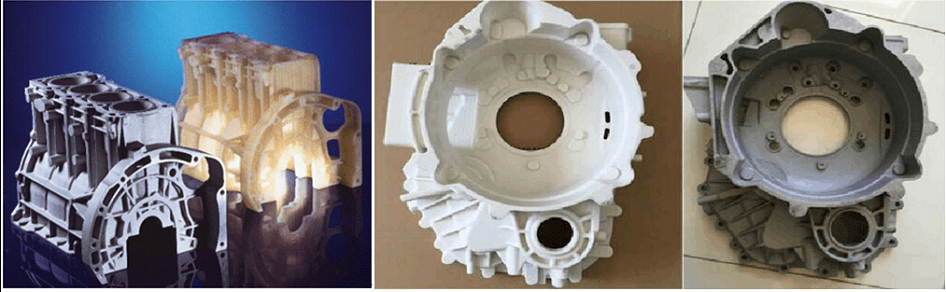
3D ਪ੍ਰਿੰਟਿੰਗ ਤਕਨਾਲੋਜੀ ਅਤੇ ਰਵਾਇਤੀ ਕਾਸਟਿੰਗ ਤਕਨਾਲੋਜੀ ਦੇ ਸੁਮੇਲ ਦੇ ਨਤੀਜੇ ਵਜੋਂ ਤੇਜ਼ੀ ਨਾਲ ਕਾਸਟਿੰਗ ਤਕਨਾਲੋਜੀ ਆਈ ਹੈ। ਮੂਲ ਸਿਧਾਂਤ 3D ਪ੍ਰਿੰਟਿੰਗ ਤਕਨਾਲੋਜੀ ਦੀ ਵਰਤੋਂ ਸਿੱਧੇ ਜਾਂ ਅਸਿੱਧੇ ਤੌਰ 'ਤੇ ਗੁੰਮ ਹੋਏ ਫੋਮ, ਪੋਲੀਥੀਨ ਮੋਲਡ, ਮੋਮ ਦੇ ਨਮੂਨੇ, ਟੈਂਪਲੇਟ, ਮੋਲਡ, ਕੋਰ ਜਾਂ ਕਾਸਟਿੰਗ ਲਈ ਸ਼ੈੱਲ ਨੂੰ ਪ੍ਰਿੰਟ ਕਰਨ ਲਈ ਹੈ, ਅਤੇ ਫਿਰ ਧਾਤ ਦੇ ਹਿੱਸਿਆਂ ਨੂੰ ਤੇਜ਼ੀ ਨਾਲ ਕਾਸਟ ਕਰਨ ਲਈ ਰਵਾਇਤੀ ਕਾਸਟਿੰਗ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਜੋੜਨਾ ਹੈ।
3D ਪ੍ਰਿੰਟਿੰਗ ਤਕਨਾਲੋਜੀ ਅਤੇ ਕਾਸਟਿੰਗ ਪ੍ਰਕਿਰਿਆ ਦਾ ਸੁਮੇਲ ਤੇਜ਼ 3D ਪ੍ਰਿੰਟਿੰਗ, ਘੱਟ ਲਾਗਤ, ਗੁੰਝਲਦਾਰ ਹਿੱਸੇ ਬਣਾਉਣ ਅਤੇ ਕਿਸੇ ਵੀ ਕਿਸਮ ਦੀ ਧਾਤ ਨੂੰ ਕਾਸਟ ਕਰਨ ਦੀ ਸਮਰੱਥਾ ਦੇ ਫਾਇਦਿਆਂ ਨੂੰ ਪੂਰਾ ਖੇਡ ਦਿੰਦਾ ਹੈ, ਅਤੇ ਆਕਾਰ ਅਤੇ ਆਕਾਰ ਅਤੇ ਘੱਟ ਲਾਗਤ ਦੁਆਰਾ ਪ੍ਰਭਾਵਿਤ ਨਹੀਂ ਹੁੰਦਾ ਹੈ। ਉਹਨਾਂ ਦੇ ਸੁਮੇਲ ਦੀ ਵਰਤੋਂ ਕਮਜ਼ੋਰੀਆਂ ਤੋਂ ਬਚਣ ਲਈ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ, ਲੰਬੇ ਡਿਜ਼ਾਈਨ, ਸੋਧ, ਮੋਲਡਿੰਗ ਨੂੰ ਮੁੜ ਡਿਜ਼ਾਈਨ ਕਰਨ ਦੀ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਬਹੁਤ ਸਰਲ ਅਤੇ ਛੋਟਾ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।
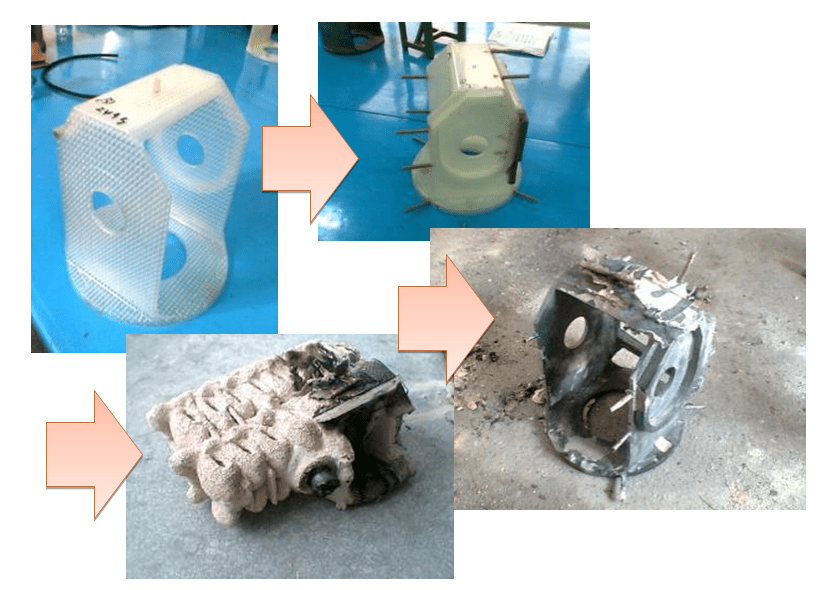
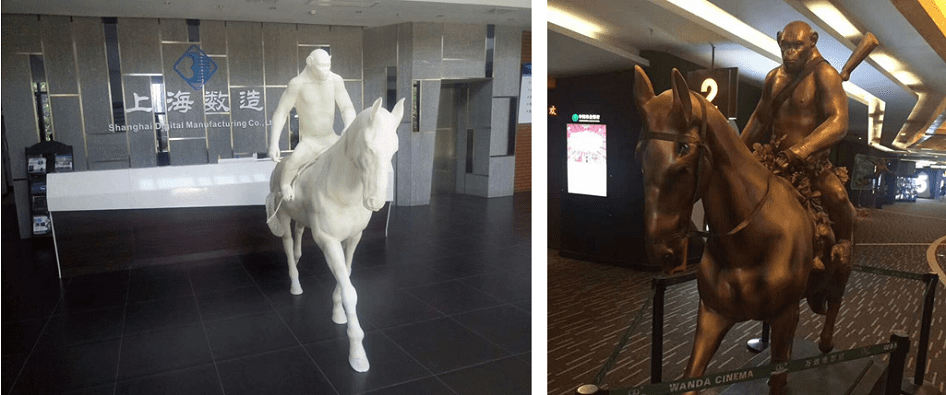
ਨਿਵੇਸ਼ ਕਾਸਟਿੰਗ
ਨਿਵੇਸ਼ ਕਾਸਟਿੰਗ ਮੈਟਲ ਕਾਸਟਿੰਗ ਦੀ ਇੱਕ ਮੁਕਾਬਲਤਨ ਨਵੀਂ ਵਿਧੀ ਨੂੰ ਦਰਸਾਉਂਦੀ ਹੈ, ਜਿਸਨੂੰ ਫੁੱਲ ਮੋਲਡ, ਵਾਸ਼ਪੀਕਰਨ, ਅਤੇ ਕੈਵਿਟੀ ਰਹਿਤ ਕਾਸਟਿੰਗ ਵੀ ਕਿਹਾ ਜਾਂਦਾ ਹੈ। ਪ੍ਰੋਟੋਟਾਈਪ ਫੋਮ (ਫੋਮਡ ਪਲਾਸਟਿਕ) ਦਾ ਬਣਿਆ ਹੁੰਦਾ ਹੈ ਅਤੇ ਆਮ ਤੌਰ 'ਤੇ ਪੋਲੀਸਟੀਰੀਨ ਫੈਲਾਇਆ ਜਾਂਦਾ ਹੈ। ਸਾਕਾਰਾਤਮਕ ਉੱਲੀ ਨੂੰ ਇੱਕ ਉੱਲੀ (MOLD) ਬਣਾਉਣ ਲਈ ਕਾਸਟ ਰੇਤ (FOVNDRY SAND) ਨਾਲ ਭਰਿਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਇਹ ਹੀ ਨਕਾਰਾਤਮਕ ਉੱਲੀ ਲਈ ਸੱਚ ਹੈ। ਜਦੋਂ ਪਿਘਲੀ ਹੋਈ ਧਾਤ ਨੂੰ ਮੋਲਡ (ਭਾਵ, ਪੋਲੀਸਟਾਈਰੀਨ ਦਾ ਬਣਿਆ ਉੱਲੀ) ਵਿੱਚ ਇੰਜੈਕਟ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਝੱਗ ਭਾਫ਼ ਬਣ ਜਾਂਦੀ ਹੈ ਜਾਂ ਗੁਆਚ ਜਾਂਦੀ ਹੈ, ਜਿਸ ਨਾਲ ਪਿਘਲੀ ਧਾਤ ਨਾਲ ਭਰੀ ਫਾਊਂਡਰੀ ਰੇਤ ਦੇ ਨਕਾਰਾਤਮਕ ਉੱਲੀ ਨੂੰ ਛੱਡ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ। ਕਾਸਟਿੰਗ ਦੀ ਇਹ ਵਿਧੀ ਬਾਅਦ ਵਿੱਚ ਮੂਰਤੀਕਾਰ ਭਾਈਚਾਰੇ ਦੁਆਰਾ ਅਪਣਾਈ ਗਈ ਸੀ ਅਤੇ ਹੁਣ ਉਦਯੋਗਿਕ ਨਿਰਮਾਣ ਵਿੱਚ ਵਰਤੀ ਜਾਂਦੀ ਹੈ।
SL 3D ਪ੍ਰਿੰਟਰ ਦੀ ਸਿਫ਼ਾਰਿਸ਼ ਕੀਤੀ ਗਈ
SL 3D ਪ੍ਰਿੰਟਰ ਦੇ ਵੱਡੇ ਆਕਾਰ ਦੀ ਸਿਫ਼ਾਰਸ਼ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਜਿਵੇਂ ਕਿ 600*600*400mm ਦੀ ਬਿਲਡ ਵਾਲੀਅਮ ਵਾਲੀ 3DSL-600Hi ਅਤੇ 800*600*550mm ਦੀ ਬਿਲਡ ਵਾਲੀਅਮ ਵਾਲੀ 3DSL-800Hi ਦੀ ਵੱਡੀ ਮਸ਼ੀਨ।