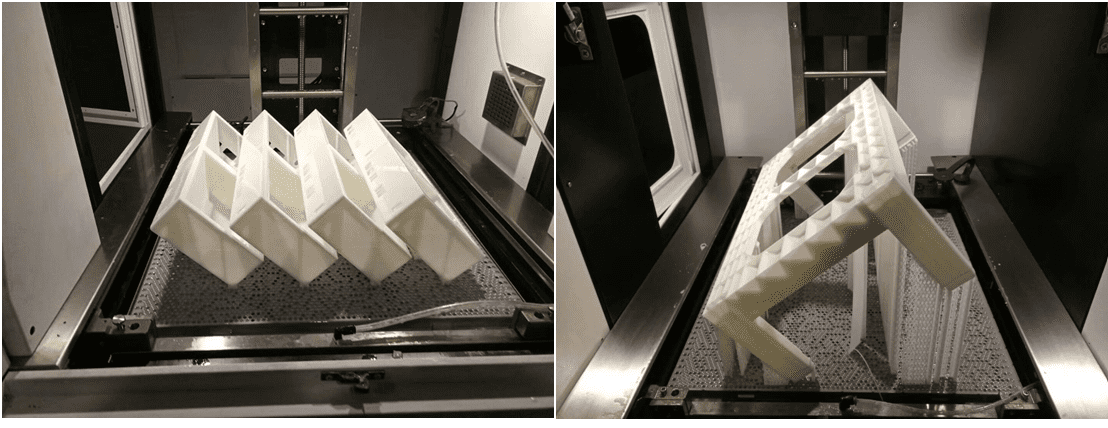
Hအလွန်ပြောင်းလွယ်ပြင်လွယ်ဖြစ်ပြီး၊ ၎င်းသည် မည်သည့်ရှုပ်ထွေးသောဖွဲ့စည်းပုံ၏ မည်သည့် 3D ခိုင်မာသောမော်ဒယ်များကိုမဆို ထုတ်လုပ်နိုင်ပြီး ထုတ်လုပ်မှုကုန်ကျစရိတ်သည် ထုတ်ကုန်၏ရှုပ်ထွေးမှုနှင့် အမှီအခိုကင်းလုနီးပါးဖြစ်သည်။
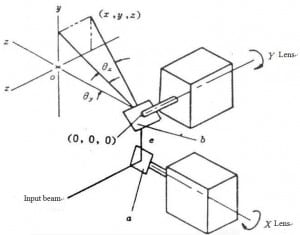
CAD မော်ဒယ်ကို တိုက်ရိုက်မောင်းနှင်ခြင်း၊ ပုံသွင်းခြင်းလုပ်ငန်းစဉ်သည် လုံးဝဒစ်ဂျစ်တယ်ဖြစ်ပြီး အထူးပစ္စည်များ သို့မဟုတ် ကိရိယာများ မလိုအပ်ဘဲ၊ ဒီဇိုင်းနှင့် ထုတ်လုပ်ရေး (CAD/CAM) သည် အလွန်ပေါင်းစပ်ထားသည်။
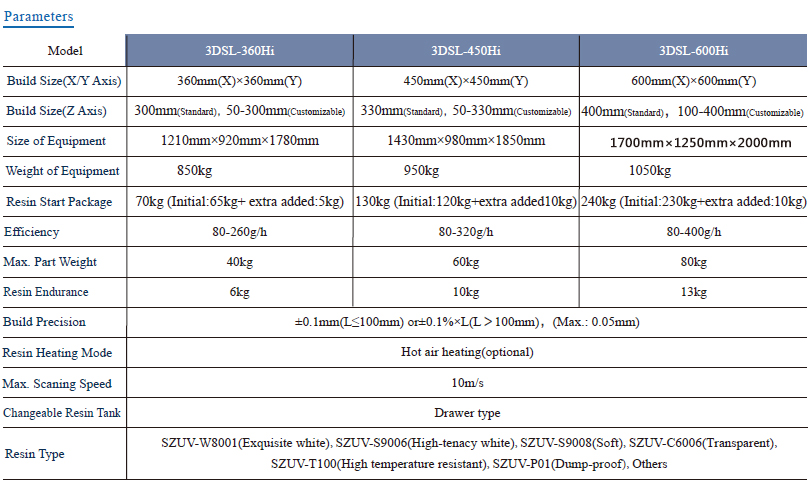
High တိကျမှု၊ ±0.1%
Hအလွန်ကောင်းမွန်သောအသေးစိတ်အချက်အလက်များကိုဖန်တီးနိုင်စွမ်း၊ ပါးလွှာသောနံရံများ
Mမျက်နှာပြင် အရည်အသွေး ဟောင်းသည် အလွန်ကောင်းမွန်သည်။
Fast မြန်နှုန်း
Highly automated- လုပ်ငန်းစဉ်သည် အပြည့်အဝအလိုအလျောက်ဖြစ်ပြီး၊ လုပ်ငန်းစဉ်သည် လူ၏ဝင်ရောက်စွက်ဖက်မှုမလိုအပ်ဘဲ၊ စက်ကိရိယာများကို ပိုင်ရှင်မဲ့ဖြစ်စေနိုင်သည်။