Hsangat fleksibel, ia boleh menghasilkan mana-mana model pepejal 3D dari mana-mana struktur kompleks, dan kos pengeluaran hampir tidak bergantung pada kerumitan produk.
CPemanduan terus model AD, proses pengacuan adalah digital sepenuhnya, tiada lekapan atau alatan khas diperlukan, dan reka bentuk dan pembuatan (CAD/CAM) sangat bersepadu.
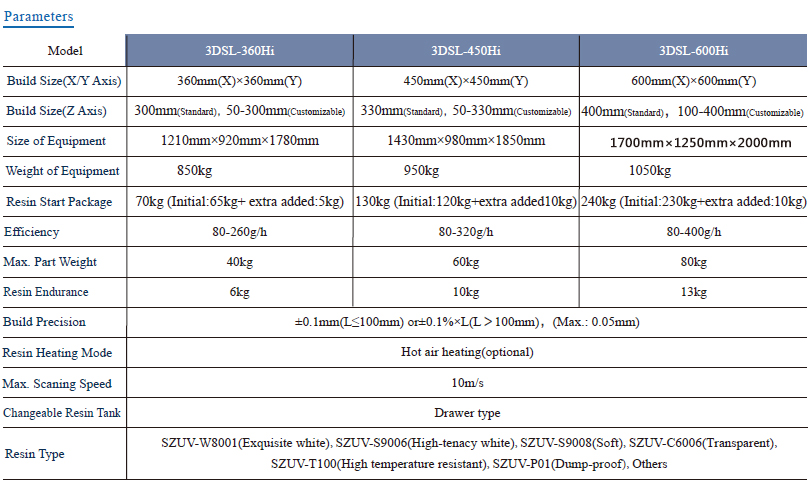
Hketepatan igh,±0.1%
Hsangat reduktif, mampu membuat butiran yang sangat halus, dinding nipis
Mkualiti permukaan lama sangat baik
Fkelajuan as
Hautomatik ighly: proses automatik sepenuhnya, proses tidak memerlukan campur tangan manusia, dan peralatan boleh tanpa pengawasan