

RP tehnoloģiju ieviešana
Rapid Prototyping (RP) ir jauna ražošanas tehnoloģija, kas pirmo reizi tika ieviesta no Amerikas Savienotajām Valstīm astoņdesmito gadu beigās. Tā apvieno mūsdienu zinātnes un tehnoloģiju sasniegumus, piemēram, CAD tehnoloģiju, ciparu vadības tehnoloģiju, lāzertehnoloģiju un materiālu tehnoloģiju, un ir svarīga progresīvas ražošanas tehnoloģijas sastāvdaļa. Atšķirībā no tradicionālajām griešanas metodēm ātrajā prototipā tiek izmantots formēšanas mehānisms, kurā slāņveida materiāli tiek uzklāti, lai apstrādātu trīsdimensiju daļas prototipu. Pirmkārt, slāņošanas programmatūra sagriež detaļas CAD ģeometriju atbilstoši noteiktam slāņa biezumam un iegūst virkni kontūru informācijas. Ātrās prototipēšanas iekārtas formēšanas galvu kontrolē vadības sistēma saskaņā ar divdimensiju kontūru informāciju. Cietināts vai sagriezts, veidojot plānus dažādu sekciju slāņus un automātiski uzklāts trīsdimensiju vienībās


Piedevu ražošana
Atšķirībā no tradicionālās reduktīvās ražošanas, RP izmanto slāņa slāņa materiālu uzkrāšanas metodi cieto modeļu apstrādei, tāpēc to sauc arī par piedevu ražošanu (AM) vai Layered Manufacturing Technology (LMT).
RP tehnikas raksturojums
Hļoti elastīgs, tas var radīt jebkurus 3D cietos modeļus ar jebkuru sarežģītu struktūru, un ražošanas izmaksas ir gandrīz neatkarīgas no produkta sarežģītības.
CAD modeļa tiešā vadīšana, formēšanas process ir pilnībā digitāls, nav nepieciešami īpaši armatūra vai instrumenti, un projektēšana un ražošana (CAD/CAM) ir ļoti integrēta.
Haugsta precizitāte, ±0,1%
Hļoti reducējoša, spēj izgatavot ļoti smalkas detaļas, plānas sienas
Mvecās virsmas kvalitāte ir lieliska
Fast ātrums
Hļoti automatizēts: process ir pilnībā automatizēts, process neprasa cilvēka iejaukšanos, un iekārtas var palikt bez uzraudzības
RP tehnoloģijas pielietojumi
RP tehnoloģija tiek plaši izmantota šādās jomās:
Modeļi (konceptualizācija un prezentācija):
Rūpnieciskais dizains, ātra piekļuve konceptproduktiem, dizaina koncepciju restaurācija, izstāde utt.
Prototipi (dizains, analīze, verifikācija un testēšana):
Dizaina pārbaude un analīze, dizaina atkārtojamība un optimizācija utt.
Raksti/detaļas (sekundārās liešanas un liešanas darbības un mazo partiju ražošana):
Vakuuma iesmidzināšana (silikona veidne), zema spiediena iesmidzināšana (RIM, epoksīda veidne) utt.


RP pieteikšanās process
Pieteikšanās process var sākties vai nu no objekta, 2D zīmējumiem vai vienkārši no idejas. Ja ir pieejams tikai objekts, pirmais solis ir skenēt objektu, lai iegūtu CAD datus, pārejiet uz revese inženierijas procesu vai vienkārši grozījumiem vai modifikācijām un pēc tam sāciet RP procesu.
Ja ir 2D rasējumi vai ideja, ir nepieciešams doties uz 3D modelēšanas procedūru, izmantojot īpašu programmatūru, un pēc tam doties uz 3D drukāšanas procesu.
Pēc RP procesa jūs varat iegūt stabilu modeli funkcionālai pārbaudei, montāžas pārbaudei vai doties uz citām liešanas procedūrām atbilstoši klientu faktiskajām vajadzībām.
SL tehnoloģijas ieviešana
Iekšzemes nosaukums ir stereolitogrāfija, kas pazīstama arī kā lāzera cietēšanas ātrā prototipēšana. Princips ir šāds: lāzeru fokusē uz šķidro gaismjutīgo sveķu virsmu un skenē atbilstoši detaļas šķērsgriezuma formai, lai tas tiktu selektīvi sacietējis no punkta līdz līnijai līdz virsmai, lai pabeigtu vienas daļas sacietēšanu. slāni, un pēc tam pacelšanas platformu nolaiž par viena slāņa biezumu un pārklāj ar jaunu sveķu slāni un sacietē ar lāzeru, līdz tiek izveidots viss cietais modelis.

SHDM SL 3D printeru priekšrocības
Haugsta efektivitāte un maksimālais ātrums var sasniegt400g/hun produktivitāte 24 stundu laikā var sasniegt 10 kg.
Large būvniecības apjomi, pieejamie izmēri ir360*360*300(mm), 600*600*400(mm), 800*800*550(mm),1600*800*550 (mm), un citi pielāgoti būvēšanas apjomi.
Mgaisa veiktspēja ir lēta un ļoti uzlabota izturības, izturības un augstas temperatūras izturības aspektos, piemērota inženiertehniskiem lietojumiem.
Oievērojami uzlabota izmēra precizitāte un stabilitāte.
MVadības programmatūrā var apstrādāt vairākas daļas vienlaikus, un ir lieliska detaļu pašsacerēšanas funkcija.
Spiemērots mazu partiju ražošanai.
Unique Nest tehnoloģija sveķu tvertnēm ar dažādu tilpumu, var izdrukāt 1 kg sveķu, kas ir īpaši piemērots pētniecībai un attīstībai.
Rmaināma sveķu tvertne, dažādus sveķus var viegli nomainīt.
搜索
复制

Maināma sveķu tvertne
Tikai izvelciet un iespiediet, jūs varat izdrukāt citus sveķus.
3DSL sērijas sveķu tvertne ir maināma (izņemot 3DSL-800). Printerim 3DSL-360 sveķu tvertne ir ar atvilktnes režīmu, mainot sveķu tvertni, nepieciešams nolaist sveķu tvertni līdz apakšai un pacelt divus bloķēšanas fiksatorus, un izvilkt sveķu tvertni. Pēc sveķu tvertnes labi iztīrīšanas ielejiet jaunus sveķus, pēc tam paceliet fiksatorus un iespiediet sveķu tvertni printerī un labi nofiksējiet.
3DSL 600 ir ar to pašu sveķu tvertnes sistēmu. Zem sveķu tvertnes ir 4 tvertnes, kas atvieglo izvilkšanu un iestumšanu.
搜索
复制
Optiskā sistēma - Jaudīgs cietais lāzers
3DSL sērijas SL 3D printeri izmanto jaudīgu cietā lāzera ierīci3Wun nepārtrauktas izejas viļņa garums ir 355 nm. Izejas jauda ir 200-350 mw, gaisa dzesēšana un ūdens dzesēšana nav obligāta.
(1). Lāzera ierīce
(2). Atstarotājs 1
(3). Atstarotājs 2
(4). Sijas paplašinātājs
(5). Galvanometrs

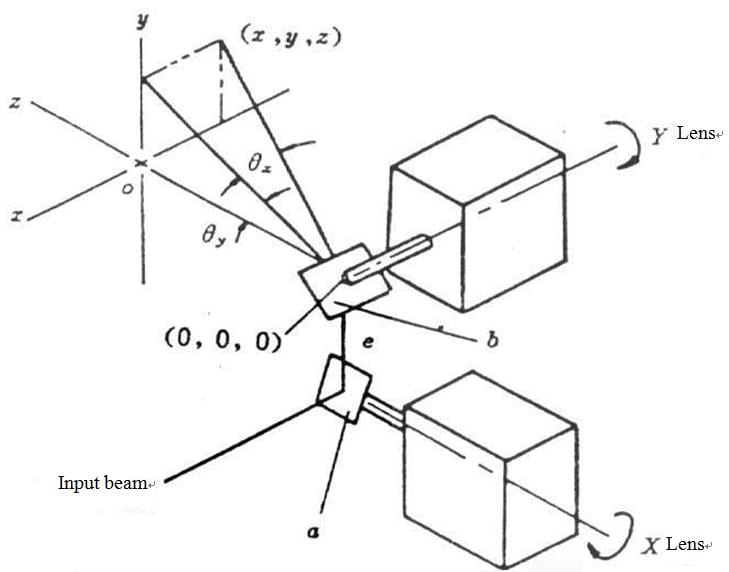
Augstas efektivitātes galvanometrs
Maksimālais skenēšanas ātrums:10000 mm/s
Galvanometrs ir īpašs pagrieziena motors, tā pamata teorija ir tāda pati kā strāvas mērītājam, kad noteikta strāva iet caur spoli, rotors novirzīsies noteiktā leņķī, un novirzes leņķis ir proporcionāls strāvai. Tātad galvanometru sauc arī par galvanometra skeneri. Divi vertikāli uzstādīti galvanometri veido divus X un Y skenēšanas virzienus.
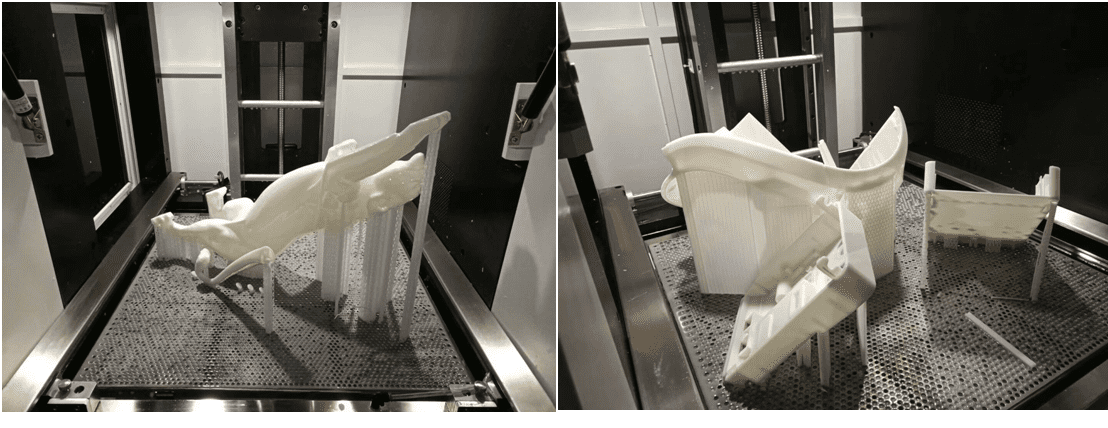
Produktivitātes pārbaude - automašīnas dzinēja bloks
Testēšanas daļa ir automašīnas dzinēja bloks, daļas izmērs: 165mm × 123mm × 98,6mm
Daļas tilpums: 416cm³, Drukājiet 12 gabalus vienlaikus
Kopējais svars ir aptuveni 6500 g, biezums: 0,1 mm, slīdēšanas ātrums: 50 mm/s,
Tas aizņem 23 stundas, lai pabeigtu,vidēji 282g/h


Produktivitātes tests- apavu zoles
SL 3D printeris: 3DSL-600
Vienlaicīgi izdrukā 26 apavu zoles.
Tas aizņem 24 stundas, lai pabeigtu
Vidēji 55 minvienai apavu zolei
搜索
复制
Lejupielādēt brošūru
Pielietojuma jomas






Izglītība
Ātrie prototipi
Automašīna
Liešana
Mākslas dizains
Medicīnas
Izsūtīšanas laiks: 2024. gada 23. janvāris