

ការណែនាំអំពីបច្ចេកវិទ្យា RP
Rapid Prototyping (RP) គឺជាបច្ចេកវិទ្យាផលិតកម្មថ្មីមួយដែលត្រូវបានណែនាំជាលើកដំបូងពីសហរដ្ឋអាមេរិកនៅចុងទសវត្សរ៍ឆ្នាំ 1980 ។ វារួមបញ្ចូលសមិទ្ធិផលវិទ្យាសាស្ត្រ និងបច្ចេកវិទ្យាទំនើប ដូចជាបច្ចេកវិទ្យា CAD បច្ចេកវិទ្យាគ្រប់គ្រងលេខ បច្ចេកវិទ្យាឡាស៊ែរ និងបច្ចេកវិទ្យាសម្ភារៈ ហើយជាផ្នែកមួយដ៏សំខាន់នៃបច្ចេកវិទ្យាផលិតកម្មកម្រិតខ្ពស់។ មិនដូចវិធីសាស្រ្តកាត់បែបប្រពៃណីទេ គំរូគំរូរហ័សប្រើយន្តការបង្កើតដែលសម្ភារៈស្រទាប់ត្រូវបានដាក់លើម៉ាស៊ីនគំរូផ្នែកបីវិមាត្រ។ ទីមួយ កម្មវិធីស្រទាប់កាត់ធរណីមាត្រ CAD នៃផ្នែកដោយយោងតាមកម្រាស់ស្រទាប់ជាក់លាក់មួយ ហើយទទួលបានព័ត៌មានជាស៊េរីនៃវណ្ឌវង្ក។ ក្បាលទម្រង់នៃម៉ាស៊ីនគំរូរហ័សត្រូវបានគ្រប់គ្រងដោយប្រព័ន្ធគ្រប់គ្រងដោយយោងតាមព័ត៌មានវណ្ឌវង្កពីរវិមាត្រ។ រឹង ឬកាត់ដើម្បីបង្កើតជាស្រទាប់ស្តើងនៃផ្នែកផ្សេងៗ ហើយដាក់បញ្ចូលដោយស្វ័យប្រវត្តិទៅក្នុងអង្គធាតុបីវិមាត្រ


ការផលិតសារធាតុបន្ថែម
មិនដូចការផលិតកាត់បន្ថយបែបប្រពៃណី RP ប្រើវិធីសាស្ត្រប្រមូលផ្តុំសម្ភារៈស្រទាប់ដោយស្រទាប់ ដើម្បីដំណើរការគំរូរឹង ដូច្នេះវាត្រូវបានគេហៅផងដែរថា Additive Manufacturing (AM) ឬ Layered Manufacturing Technology, (LMT) ។
លក្ខណៈពិសេសនៃបច្ចេកទេស RP
Hមានភាពបត់បែនខ្ពស់ វាអាចផលិតគំរូរឹង 3D នៃរចនាសម្ព័ន្ធស្មុគស្មាញណាមួយ ហើយតម្លៃនៃការផលិតគឺស្ទើរតែមិនអាស្រ័យលើភាពស្មុគស្មាញនៃផលិតផល។
Cម៉ូដែល AD បើកបរដោយផ្ទាល់ ដំណើរការបង្កើតជាឌីជីថលទាំងស្រុង មិនចាំបាច់មានឧបករណ៍ ឬឧបករណ៍ពិសេសណាមួយទេ ហើយការរចនា និងការផលិត (CAD/CAM) ត្រូវបានរួមបញ្ចូលយ៉ាងខ្លាំង។
Hភាពត្រឹមត្រូវ igh, ± 0.1%
Hកាត់បន្ថយយ៉ាងខ្លាំង មានសមត្ថភាពបង្កើតព័ត៌មានលម្អិតល្អ ជញ្ជាំងស្តើង
Mគុណភាពផ្ទៃចាស់គឺល្អឥតខ្ចោះ
Fល្បឿន ast
Highly automated៖ ដំណើរការគឺស្វ័យប្រវត្តិពេញលេញ ដំណើរការនេះមិនត្រូវការអន្តរាគមន៍ពីមនុស្សទេ ហើយឧបករណ៍អាចមិនត្រូវបានយកចិត្តទុកដាក់
ការអនុវត្តបច្ចេកវិទ្យា RP
បច្ចេកវិទ្យា RP ត្រូវបានគេប្រើយ៉ាងទូលំទូលាយនៅក្នុងតំបន់៖
គំរូ (ការយល់ឃើញ និងការបង្ហាញ)៖
ការរចនាឧស្សាហកម្ម ការចូលទៅកាន់ផលិតផលគំនិត ការស្ដារឡើងវិញនូវគំនិតរចនា ការតាំងពិព័រណ៍ ជាដើម។
គំរូដើម (ការរចនា ការវិភាគ ការផ្ទៀងផ្ទាត់ និងការធ្វើតេស្ត)៖
ការផ្ទៀងផ្ទាត់ការរចនា និងការវិភាគ ការរចនាដដែលៗ និងការបង្កើនប្រសិទ្ធភាពជាដើម។
លំនាំ/ផ្នែក (ប្រតិបត្តិការផ្សិតបន្ទាប់បន្សំ និងការបោះចោល និងផលិតកម្មតូច)៖
ការចាក់បូមធូលី (ផ្សិតស៊ីលីកុន), ការចាក់សម្ពាធទាប (RIM, ផ្សិត epoxy) ជាដើម។


ដំណើរការដាក់ពាក្យសុំ RP
ដំណើរការកម្មវិធីអាចចាប់ផ្តើមពីវត្ថុមួយ គំនូរ 2D ឬគ្រាន់តែជាគំនិតមួយ។ ប្រសិនបើមានតែវត្ថុនោះ ជំហានដំបូងគឺត្រូវស្កេនវត្ថុដើម្បីទទួលបានទិន្នន័យ CAD ចូលទៅកាន់ដំណើរការវិស្វកម្មឡើងវិញ ឬគ្រាន់តែធ្វើវិសោធនកម្ម ឬកែប្រែ ហើយបន្ទាប់មកចាប់ផ្តើមដំណើរការ RP ។
ប្រសិនបើមានគំនូរ 2D ឬគំនិតនោះ ចាំបាច់ត្រូវចូលទៅកាន់នីតិវិធីធ្វើគំរូ 3D ដោយប្រើកម្មវិធីពិសេស ហើយបន្ទាប់មកចូលទៅកាន់ដំណើរការបោះពុម្ព 3D។
បន្ទាប់ពីដំណើរការ RP អ្នកអាចទទួលបានគំរូរឹងសម្រាប់ការធ្វើតេស្តមុខងារ ការធ្វើតេស្តការជួបប្រជុំគ្នា ឬទៅកាន់នីតិវិធីផ្សេងទៀតសម្រាប់ការសម្ដែងតាមតម្រូវការជាក់ស្តែងរបស់អតិថិជន។
ការណែនាំអំពីបច្ចេកវិទ្យា SL
ឈ្មោះក្នុងស្រុកគឺ stereolithography ដែលត្រូវបានគេស្គាល់ផងដែរថាជា laser curing quick prototyping ។ គោលការណ៍គឺ៖ ឡាស៊ែរត្រូវបានផ្តោតទៅលើផ្ទៃនៃជ័ររស្មីរស្មីរាវ ហើយស្កែនតាមរូបរាងផ្នែកឆ្លងកាត់នៃផ្នែក ដូច្នេះវាត្រូវបានជ្រើសរើសព្យាបាលពីចំណុចមួយទៅបន្ទាត់មួយទៅផ្ទៃ ដើម្បីបញ្ចប់ការព្យាបាល។ ស្រទាប់ ហើយបន្ទាប់មក វេទិកាលើកត្រូវបានបន្ទាបដោយកម្រាស់ស្រទាប់មួយ ហើយស្រោបដោយស្រទាប់ថ្មីនូវជ័រ និងព្យាបាលដោយឡាស៊ែរ រហូតដល់គំរូរឹងទាំងមូលត្រូវបានបង្កើតឡើង។

អត្ថប្រយោជន៍នៃម៉ាស៊ីនបោះពុម្ព SL 3D នៃ SHDM
Hប្រសិទ្ធភាពខ្ពស់ ហើយល្បឿនអតិបរមាអាចទៅដល់៤០០ ក្រាម / ម៉ោង។ហើយផលិតភាពក្នុងរយៈពេល 24 ម៉ោងអាចឡើងដល់ 10 គីឡូក្រាម។
Large build volumes ទំហំដែលអាចប្រើបានគឺ360*360*300(មម), 600*600*400(មម), 800*800*550(មម),1600*800*550(មម)និងទំហំសាងសង់តាមតម្រូវការផ្សេងទៀត។
Mការសម្តែងរបស់ aterial មានតម្លៃថោក និងមានភាពប្រសើរឡើងខ្ពស់នៅក្នុងទិដ្ឋភាពនៃភាពរឹងមាំ ភាពធន់ និងធន់នឹងសីតុណ្ហភាពខ្ពស់ ដែលសមរម្យសម្រាប់កម្មវិធីវិស្វកម្ម។
Oមានភាពប្រសើរឡើងជាក់ស្តែងនៅក្នុងទំហំ ភាពជាក់លាក់ និងស្ថេរភាព។
Mផ្នែក ultiple អាចត្រូវបានព្យាបាលក្នុងពេលតែមួយនៅក្នុងកម្មវិធីគ្រប់គ្រង ហើយមានផ្នែកល្អឥតខ្ចោះដែលមុខងារតែងដោយខ្លួនឯង។
Sអាចប្រើបានសម្រាប់ការផលិតជាក្រុមតូចៗ។
Uបច្ចេកវិទ្យាសំបុកធម្មជាតិនៃធុងជ័រដែលមានបរិមាណខុសៗគ្នា ជ័រ 1 គីឡូក្រាមអាចបោះពុម្ពបាន ដែលជាពិសេសសាកសមសម្រាប់ការស្រាវជ្រាវ និងការអភិវឌ្ឍន៍។
Rធុងជ័រដែលអាចផ្លាស់ប្តូរបាន ជ័រផ្សេងគ្នាអាចផ្លាស់ប្តូរបានយ៉ាងងាយស្រួល។
搜索
复制

ធុងជ័រដែលអាចជំនួសបាន។
គ្រាន់តែទាញចេញហើយរុញចូល អ្នកអាចបោះពុម្ពជ័រផ្សេងបាន។
ធុងជ័រនៃស៊េរី 3DSL អាចផ្លាស់ប្តូរបាន (លើកលែងតែ 3DSL-800) ។ សម្រាប់ម៉ាស៊ីនព្រីន 3DSL-360 ធុងជ័រនៅជាមួយរបៀបថត ពេលប្តូរធុងជ័រ ចាំបាច់ត្រូវទម្លាក់ធុងជ័រទៅបាត ហើយលើកសោរពីរ រួចទាញធុងជ័រចេញ។ ចាក់ជ័រថ្មី បន្ទាប់ពីសម្អាតធុងជ័រឱ្យបានល្អ រួចលើកសោរជាប់ ហើយរុញធុងជ័រចូលទៅក្នុងម៉ាស៊ីនព្រីន ហើយចាក់សោរល្អ។
3DSL 600 មានប្រព័ន្ធធុងជ័រដូចគ្នា។ មានត្រែចំនួន 4 នៅខាងក្រោមធុងជ័រ ដើម្បីសម្រួលដល់ការទាញចេញ និងរុញចូល។
搜索
复制
ប្រព័ន្ធអុបទិក - ឡាស៊ែររឹងដ៏មានឥទ្ធិពល
ម៉ាស៊ីនបោះពុម្ព SL 3D ស៊េរី 3DSL ទទួលយកឧបករណ៍ឡាស៊ែរដ៏រឹងមាំដែលមានអនុភាពខ្ពស់។3Wនិងប្រវែងរលកទិន្នផលបន្តគឺ 355nm ។ ថាមពលទិន្នផលគឺ 200mw-350mw ខ្យល់ត្រជាក់ និងទឹកត្រជាក់គឺស្រេចចិត្ត។
(១). ឧបករណ៍ឡាស៊ែរ
(២). ឧបករណ៍ឆ្លុះបញ្ចាំង 1
(៣). ឧបករណ៍ឆ្លុះបញ្ចាំង 2
(៤). ឧបករណ៍ពង្រីកធ្នឹម
(៥). ឧបករណ៍វាស់ស្ទង់ Galvanometer

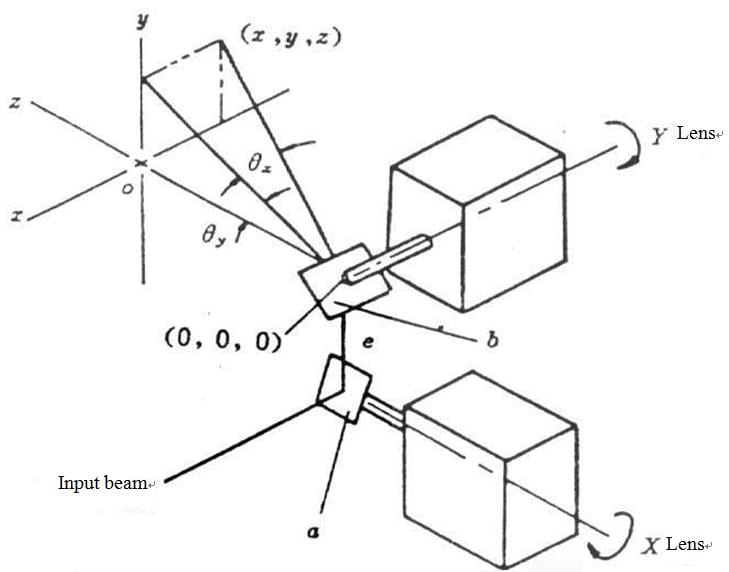
ប្រសិទ្ធភាពខ្ពស់ Galvanometer
ល្បឿនស្កេនអតិបរមា៖10000mm/s
Galvanometer គឺជាម៉ូទ័រយោលពិសេស ទ្រឹស្ដីជាមូលដ្ឋានរបស់វាគឺដូចគ្នាទៅនឹងម៉ែត្របច្ចុប្បន្ន នៅពេលដែលចរន្តជាក់លាក់មួយឆ្លងកាត់ឧបករណ៏ rotor នឹងបង្វែរមុំជាក់លាក់មួយ ហើយមុំផ្លាតគឺសមាមាត្រទៅនឹងចរន្ត។ ដូច្នេះ galvanometer ត្រូវបានគេហៅថាម៉ាស៊ីនស្កេន galvanometer ផងដែរ។ ឧបករណ៍វាស់ស្ទង់ galvanometer បញ្ឈរពីរបង្កើតជាទិសដៅស្កេនពីរនៃ X និង Y ។
ប្លុកម៉ាស៊ីនរថយន្តសាកល្បងផលិតភាព
ផ្នែកសាកល្បងគឺជាប្លុកម៉ាស៊ីនរថយន្ត ទំហំផ្នែក៖ 165mm × 123mm × 98.6mm
បរិមាណផ្នែក: 416cm³, បោះពុម្ព 12 បំណែកក្នុងពេលតែមួយ
ទំងន់សរុបប្រហែល 6500g, កម្រាស់: 0.1mm, ល្បឿន strickle: 50mm/s,
វាត្រូវចំណាយពេល 23 ម៉ោងដើម្បីបញ្ចប់។ជាមធ្យម 282 ក្រាម / ម៉ោង។


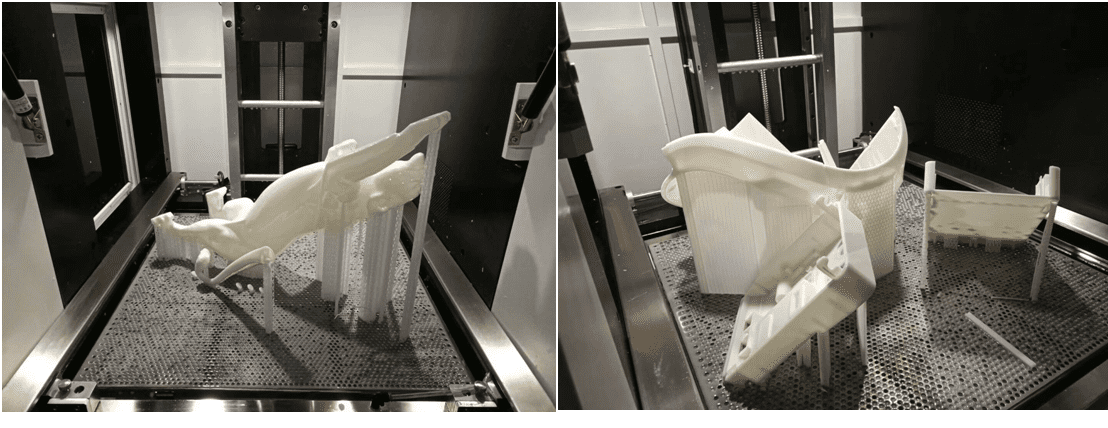
ការធ្វើតេស្តផលិតភាព - ស្បែកជើង
ម៉ាស៊ីនបោះពុម្ព SL 3D: 3DSL-600
បោះពុម្ពស្បែកជើងចំនួន 26 ក្នុងពេលតែមួយ។
វាត្រូវចំណាយពេល 24 ម៉ោងដើម្បីបញ្ចប់
ជាមធ្យម 55 នាទី។សម្រាប់ស្បែកជើងតែមួយ
搜索
复制
ទាញយកខិត្តប័ណ្ណ
តំបន់អនុវត្ត






ការអប់រំ
គំរូលឿន
រថយន្ត
ការខាស
រចនាសិល្បៈ
វេជ្ជសាស្ត្រ
ពេលវេលាបង្ហោះ៖ ថ្ងៃទី ២៣ ខែមករា ឆ្នាំ ២០២៤