

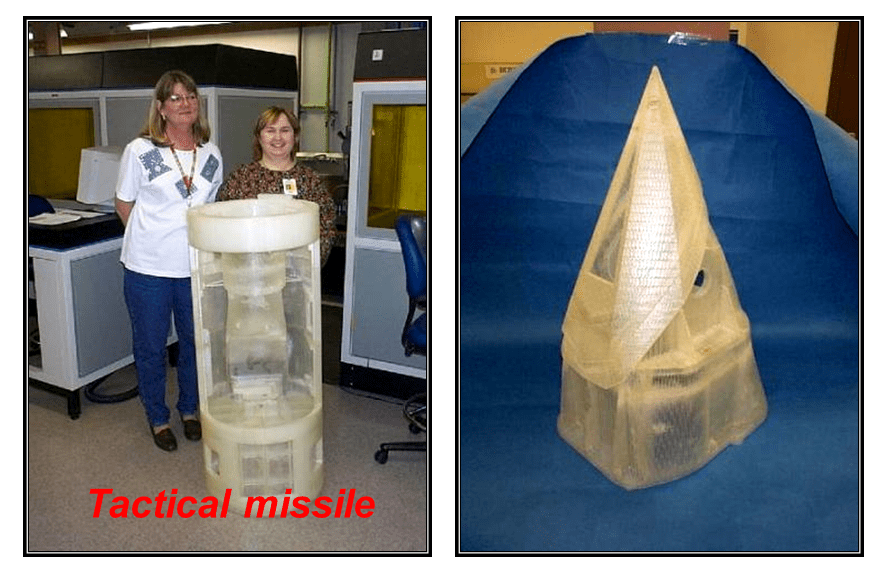
3D prentun hefur mjög augljósan hraðaforskot í lítilli framleiðslulotu og við þróun ákveðinna tegunda verkefna, svo sem bifreiða, geimferða, flug, her, lest, mótorhjól, skip, vélbúnað, vatnsdælu og keramik o.fl.
Nú er hægt að framleiða margs konar hefðbundnar steypuvörur sem erfitt er að framleiða með þrívíddarprentun eins og 0,5 mm túrbínublöð, ýmsar innri kæliolíuleiðir og ýmsar byggingarlega flóknar steypur.
Fyrir listaverk er einnig hægt að nota ýmsar gerðir af mótum til fjöldaframleiðslu.
3D prentun eykur steypuiðnaðinn
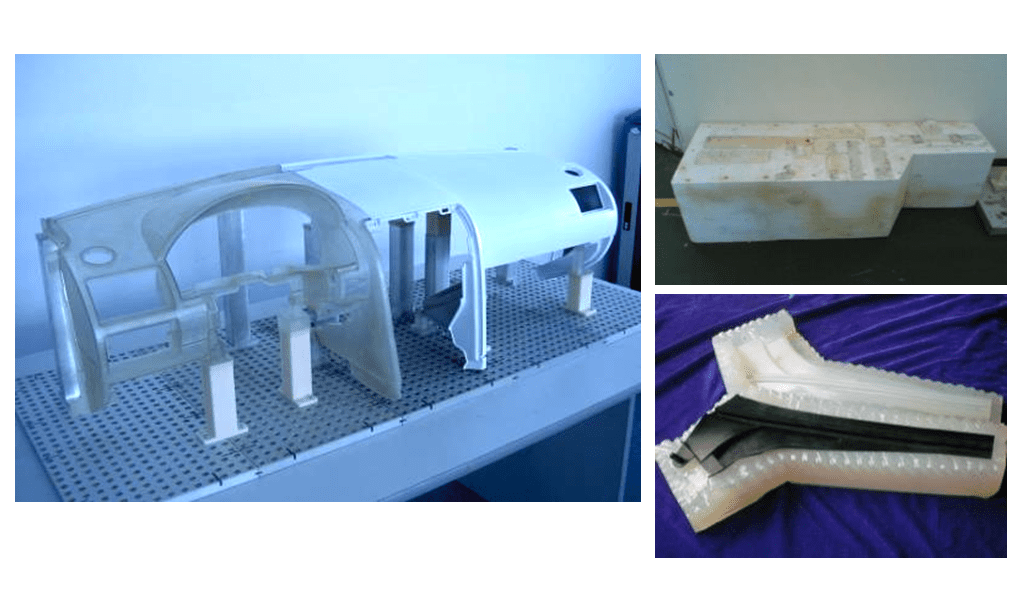
Tómarúmsteypa
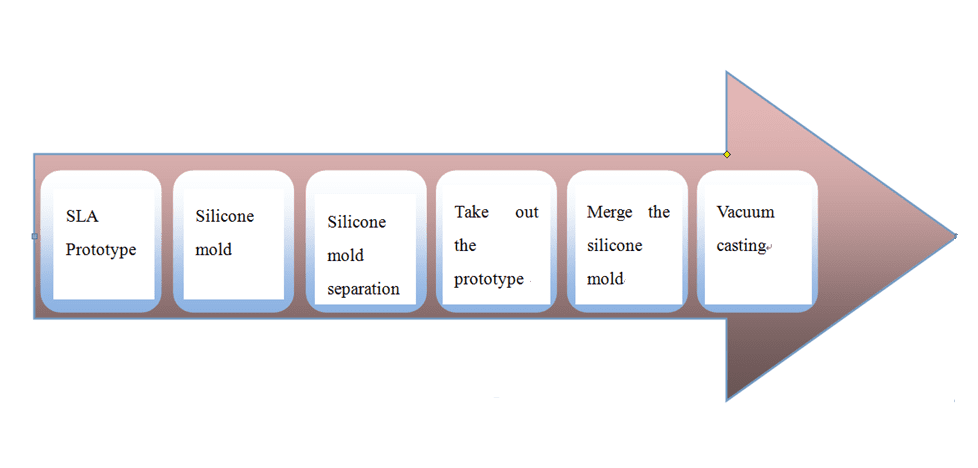
Byggt á beitingu RP tækni hefur nýja vöruþróunarlínan, sem notaði RTV kísilgúmmímótun og tómarúmsteypu, nú víða beitt á sviði bifreiða, rafeinda og lækninga.

RIM: Lágþrýstingsviðbrögð sprautumótun (epoxýmótun)
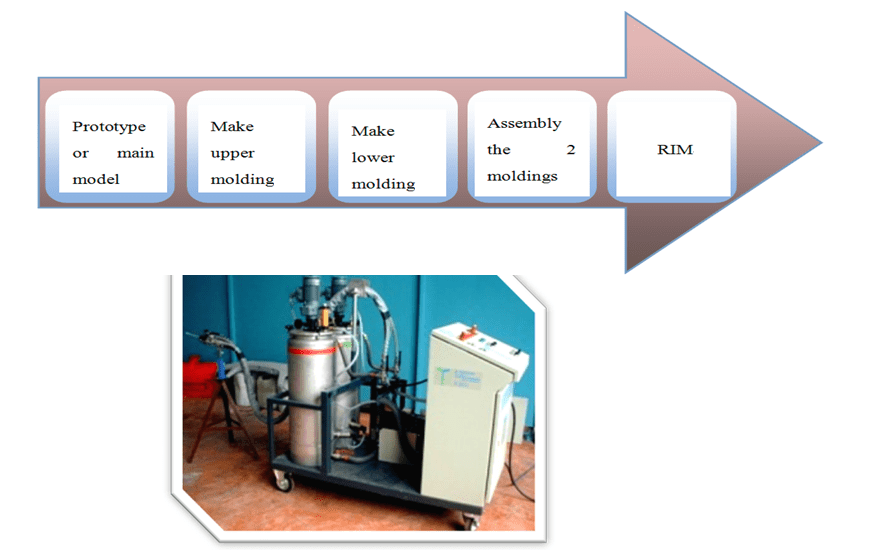
RIM er nýtt ferli sem notað er við framleiðslu á hröðum mótum. Það er blanda af tveggja þátta pólýúretanefnum, sem sprautað er í hraðmót við eðlilegt hitastig og lágan þrýsting og myndast með efna- og eðlisfræðilegum ferlum eins og fjölliðun, þvertengingu og storknun efna.
Það hefur kosti mikillar skilvirkni, stuttrar framleiðslulotu, einfalt ferli og litlum tilkostnaði. Það er hentugur fyrir smærri prufuframleiðslu í vöruþróunarferlinu, sem og lítilli framleiðslu, einfalda uppbyggingu hlífarinnar og framleiðslu á stórum þykkveggja og ójöfnum þykkveggja vörum.
viðeigandi mót: plastefnismót, ABS-mót, álmót
steypuefni: tveggja þátta pólýúretan
Eðliseiginleikar efnis: svipað og PP / ABS, varan hefur andstæðingur-öldrun, sterka höggþol, mikla passa, auðvelt að hlaða og afferma
Vinnureglan RIM lágþrýstings gegnflæðismótunar er sem hér segir: Formyndað tveggja þátta (eða fjölþætta) fljótandi hráefnin eru færð inn í blöndunarhausinn í gegnum mælidælu í ákveðnu hlutfalli og síðan stöðugt hellt í mótið til að mynda viðbragðsstorknun mótun. Aðlögun hlutfallsins er náð með breytingu á dæluhraða, sem er stjórnað af losunarmagni dælunnar og inndælingartíma.

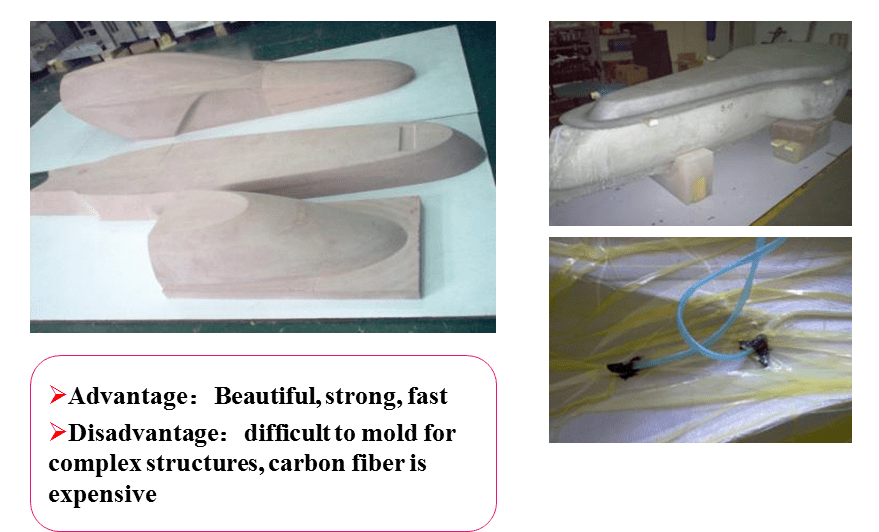
Kynning á lofttæmi úr koltrefjum / trefjum styrkt plasti (FRP).
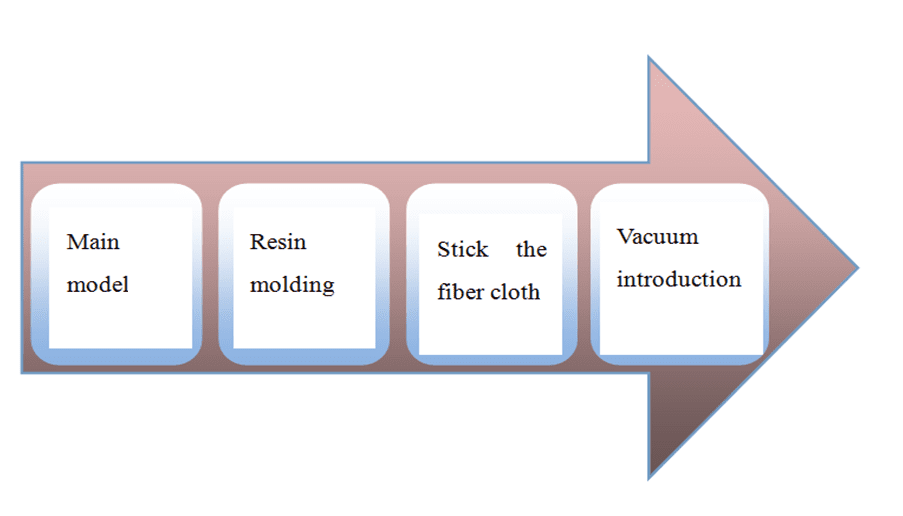
Grundvallarreglan í lofttæmingarferlinu vísar til þess að leggja glertrefjar, glertrefjaefni, ýmsar innsetningar, losunarklút, plastefni gegndræpt lag, lagningu plastefnisleiðslu og hylja nylon (eða gúmmí, á hernaða hlauphúðlagið). Kísill) sveigjanleg filma (þ.e. tómarúmpoki), filman og jaðar holsins eru þétt lokuð.
Holið er tæmt og plastefninu er sprautað inn í holrúmið. Mótunarferli þar sem plastefni er gegndreypt meðfram plastpípu og trefjayfirborði undir lofttæmi til að gegndreypa trefjabúntinn við stofuhita eða við upphitun.
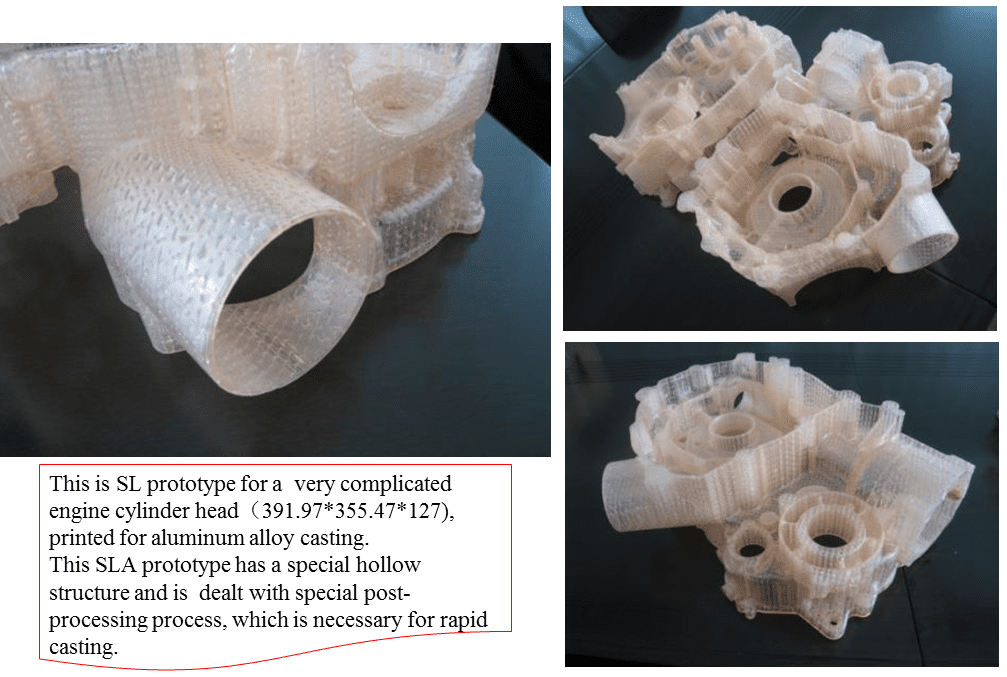
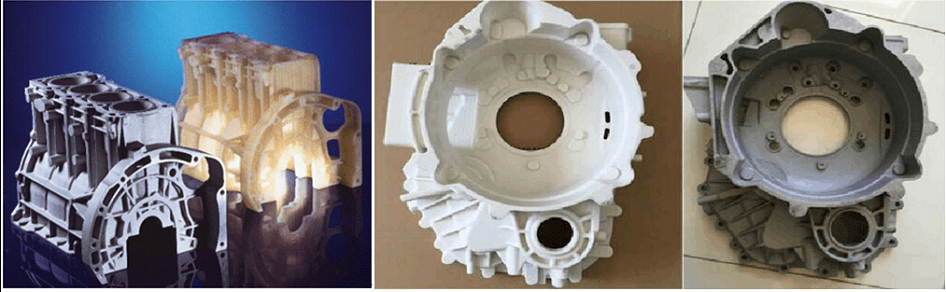
Hröð steypa
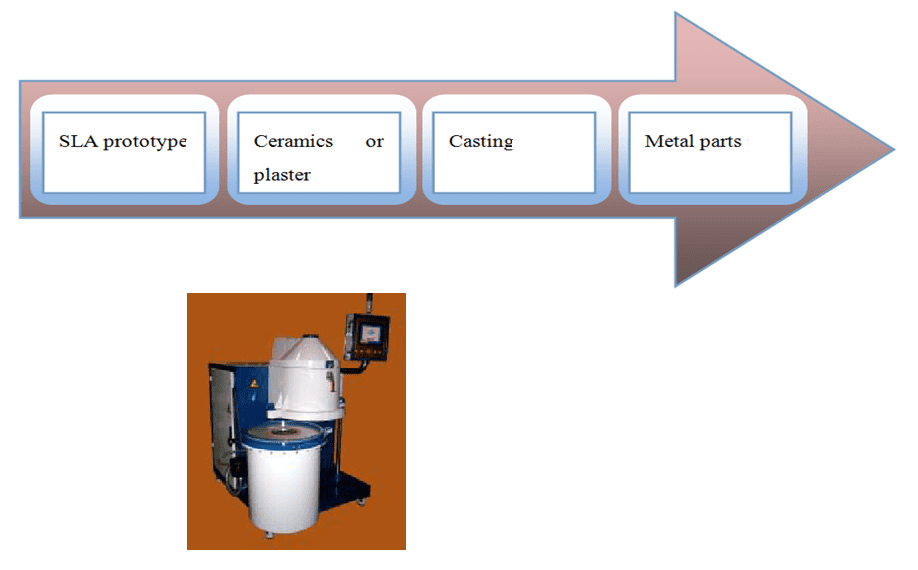
Sambland af þrívíddarprentunartækni og hefðbundinni steyputækni hefur skilað sér í hraðri steyputækni. Grunnreglan er að nota 3D prentunartæknina til að prenta beint eða óbeint tapaða froðu, pólýetýlenmót, vaxsýni, sniðmát, mót, kjarna eða skel til steypu og sameina síðan hefðbundna steypuferlið til að fljótt steypa málmhluta.
Sambland af 3D prentunartækni og steypuferli gefur fullan kost á hraðri 3D prentun, litlum tilkostnaði, getu til að framleiða flókna hluta og steypa hvers kyns málm, og hefur ekki áhrif á lögun og stærð og litlum tilkostnaði. Hægt er að nota samsetningu þeirra til að forðast veikleika, til að einfalda og stytta ferlið við langa hönnun, breytingu, endurhönnun til mótunar.
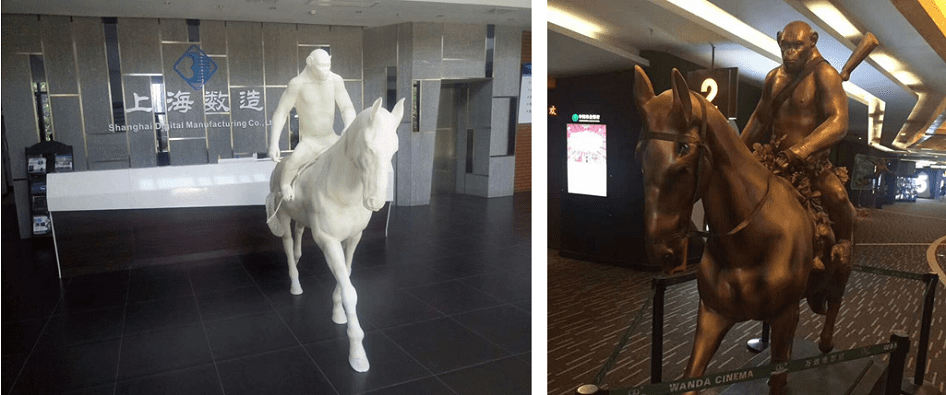
Fjárfestingarsteypa
Fjárfestingarsteypa vísar til tiltölulega nýrrar aðferðar við að steypa málm, einnig þekkt sem full mold, uppgufun og holalaus steypa. Frumgerðin er úr froðu (FOAMED PLASTIC) og er venjulega stækkað pólýstýren. Jákvæða mótið er fyllt með steypu sandi (FOVNDRY SAND) til að mynda mót (MOLD) og það sama á við um neikvæða mótið. Þegar bráðnum málmi er sprautað í mótið (þ.e. moldið úr pólýstýreni), gufar froðan upp eða glatast, þannig að neikvæða mold steypusandsins er fyllt með bráðnum málmi. Þessi steypuaðferð var síðar samþykkt af myndhöggvarasamfélaginu og er nú notuð í iðnaðarframleiðslu.
Mælt er með SL 3D prentara
Mælt er með stórri stærð SL 3D prentara, svo sem 3DSL-600Hi með byggingarmagni 600 *600*400 mm og stærri vél af 3DSL-800Hi með byggingarmagni 800*600*550 mm.