

RP տեխնոլոգիայի ներդրում
Արագ նախատիպավորումը (RP) նոր արտադրական տեխնոլոգիա է, որն առաջին անգամ ներդրվել է ԱՄՆ-ից 1980-ականների վերջին: Այն միավորում է ժամանակակից գիտական և տեխնոլոգիական նվաճումները, ինչպիսիք են CAD տեխնոլոգիան, թվային կառավարման տեխնոլոգիան, լազերային տեխնոլոգիան և նյութական տեխնոլոգիաները և հանդիսանում է առաջադեմ արտադրական տեխնոլոգիայի կարևոր մասը: Ի տարբերություն ավանդական կտրման մեթոդների, արագ նախատիպավորումն օգտագործում է ձևավորման մեխանիզմ, որում շերտավոր նյութերը տեղադրվում են եռաչափ մասի նախատիպի մշակման համար: Նախ, շերտավորման ծրագրակազմը կտրատում է մասի CAD երկրաչափությունը ըստ շերտի որոշակի հաստության և ստանում է մի շարք ուրվագծային տեղեկատվություն: Արագ նախատիպային մեքենայի ձևավորման գլուխը կառավարվում է կառավարման համակարգով՝ ըստ երկչափ ուրվագծային տեղեկատվության: Պինդացվել կամ կտրվել է տարբեր հատվածների բարակ շերտեր ձևավորելու համար և ավտոմատ կերպով վերադրվել եռաչափ սուբյեկտների մեջ


Հավելանյութերի արտադրություն
Ի տարբերություն ավանդական ռեդուկտիվ արտադրության, RP-ն օգտագործում է շերտ առ շերտ նյութի կուտակման մեթոդ՝ պինդ մոդելների մշակման համար, ուստի այն կոչվում է նաև հավելումային արտադրություն, (AM) կամ շերտավոր արտադրական տեխնոլոգիա (LMT):
RP տեխնիկայի բնութագրերը
Hշատ ճկուն է, այն կարող է արտադրել ցանկացած բարդ կառուցվածքի ցանկացած 3D ամուր մոդել, և արտադրության արժեքը գրեթե անկախ է արտադրանքի բարդությունից:
CAD մոդելի ուղղակի վարում, ձուլման գործընթացը լիովին թվային է, հատուկ հարմարանքներ կամ գործիքներ չեն պահանջվում, և դիզայնը և արտադրությունը (CAD/CAM) խիստ ինտեգրված են:
Hբարձր ճշգրտություն, ± 0,1%
Hշատ կրճատող, շատ նուրբ դետալներ, բարակ պատեր պատրաստելու ունակ
Mհին մակերեսի որակը գերազանց է
Fast արագություն
Highly ավտոմատացված. գործընթացը լիովին ավտոմատացված է, գործընթացը չի պահանջում մարդկային միջամտություն, և սարքավորումները կարող են առանց հսկողության լինել
RP տեխնոլոգիայի կիրառություններ
RP տեխնոլոգիան լայնորեն կիրառվում է հետևյալ ոլորտներում.
Մոդելներ (հայեցակարգավորում և ներկայացում).
Արդյունաբերական դիզայն, կոնցեպտի արտադրանքի արագ մուտք, դիզայնի հայեցակարգերի վերականգնում, ցուցահանդես և այլն:
Նախատիպեր (դիզայն, վերլուծություն, ստուգում և փորձարկում).
Դիզայնի ստուգում և վերլուծություն, Դիզայնի կրկնելիություն և օպտիմալացում և այլն:
Կաղապարներ/մասեր (երկրորդային ձուլման և ձուլման գործողություններ և փոքր լոտերի արտադրություն).
Վակուումային ներարկում (սիլիկոնային կաղապար), ցածր ճնշման ներարկում (RIM, էպոքսիդային կաղապար) և այլն:


RP-ի կիրառման գործընթացը
Դիմումի գործընթացը կարող է սկսվել կամ օբյեկտից, 2D գծագրերից կամ պարզապես գաղափարից: Եթե միայն օբյեկտը հասանելի է, ապա առաջին քայլը օբյեկտը սկանավորելն է՝ CAD տվյալներ ստանալու համար, անցնել ինժեներական գործընթացի վերանայման կամ պարզապես փոփոխության կամ փոփոխության, այնուհետև սկսել RP գործընթացը:
Եթե 2D գծագրեր կամ գաղափար կա, ապա անհրաժեշտ է անցնել 3D մոդելավորման ընթացակարգին հատուկ ծրագրաշարի միջոցով, այնուհետև անցնել 3D տպագրման գործընթացին:
RP գործընթացից հետո դուք կարող եք ստանալ ամուր մոդել ֆունկցիոնալ փորձարկման, հավաքման փորձարկման կամ գնալ ձուլման այլ ընթացակարգերի՝ ըստ հաճախորդների իրական կարիքների:
SL տեխնոլոգիայի ներդրում
Ներքին անվանումը ստերեոլիթոգրաֆիա է, որը նաև հայտնի է որպես լազերային բուժիչ արագ նախատիպավորում: Սկզբունքը հետևյալն է. լազերը կենտրոնանում է հեղուկ լուսազգայուն խեժի մակերեսի վրա և սկանավորում՝ ըստ մասի խաչմերուկի ձևի, այնպես, որ այն ընտրողաբար բուժվում է կետից գիծ մինչև մակերես՝ ավարտելու համար մեկի ամրացումը։ շերտը, այնուհետև բարձրացնող հարթակն իջեցվում է մեկ շերտի հաստությամբ և վերապատվում է նոր շերտով՝ խեժով և լազերայինով բուժվում, մինչև ամբողջ պինդ մոդելը ձևավորվի:

SHDM-ի SL 3D տպիչների առավելությունը
Hբարձր արդյունավետություն, և առավելագույն արագությունը կարող է հասնել400 գ/ժիսկ արտադրողականությունը 24 ժամում կարող է հասնել 10 կգ-ի:
Large build ծավալները, մատչելի չափերը են360*360*300 (մմ), 600*600*400 (մմ), 800*800*550 (մմ),1600*800*550 (մմ)և այլ հարմարեցված կառուցման ծավալներ:
MՄակերեւութային կատարումը էժան է և բարձր բարելավված ուժի, դիմացկունության և բարձր ջերմաստիճանի դիմադրության առումով, որը հարմար է ինժեներական կիրառությունների համար:
Oակնհայտորեն բարելավվել է չափի ճշգրտությամբ և կայունությամբ:
Multiple մասերը կարող են միաժամանակ մշակվել կառավարման ծրագրային ապահովման մեջ, և կա մասերի ինքնակազմակերպման կատարյալ գործառույթ:
Sհարմար է փոքր խմբաքանակի արտադրության համար:
UՏարբեր ծավալով խեժի տանկերի «nique nest» տեխնոլոգիա, կարելի է տպել 1 կգ խեժ, ինչը հատկապես հարմար է հետազոտության և մշակման համար:
Rփոխարինելի խեժի բաք, տարբեր խեժ կարելի է հեշտությամբ փոխել:
搜索
复制

Փոխարինվող խեժի բաք
Միայն դուրս քաշեք և ներս մղեք, դուք կարող եք տպել այլ խեժ:
3DSL սերիայի խեժի բաքը փոփոխական է (բացառությամբ 3DSL-800): 3DSL-360 տպիչի համար խեժի բաքը գտնվում է գզրոցի ռեժիմում, խեժի բաքը փոխարինելիս անհրաժեշտ է իջեցնել խեժի բաքը դեպի ներքև և բարձրացնել երկու կողպեքի բռնակներ և դուրս քաշել խեժի բաքը: Խեժի բաքը լավ մաքրելուց հետո լցրեք նոր խեժը, այնուհետև բարձրացրեք կողպեքի բռնակները և խեժի բաքը մղեք տպիչի մեջ և լավ կողպեք:
3DSL 600-ը նույն խեժի տանկի համակարգով է: Խեժի բաքի տակ կան 4 պտուտակներ, որոնք հեշտացնում են դուրս քաշելը և ներս մղելը:
搜索
复制
Օպտիկական համակարգ-Հզոր ամուր լազեր
3DSL սերիայի SL 3D տպիչներն ընդունում են բարձր հզոր պինդ լազերային սարքը3Wիսկ շարունակական ելքային ալիքի երկարությունը 355նմ է։ Ելքային հզորությունը 200 մվտ-350 մվտ է, օդի սառեցումը և ջրի սառեցումը ընտրովի են:
(1). Լազերային սարք
(2). Ռեֆլեկտոր 1
(3). Ռեֆլեկտոր 2
(4). Beam Expander
(5). Գալվանոմետր

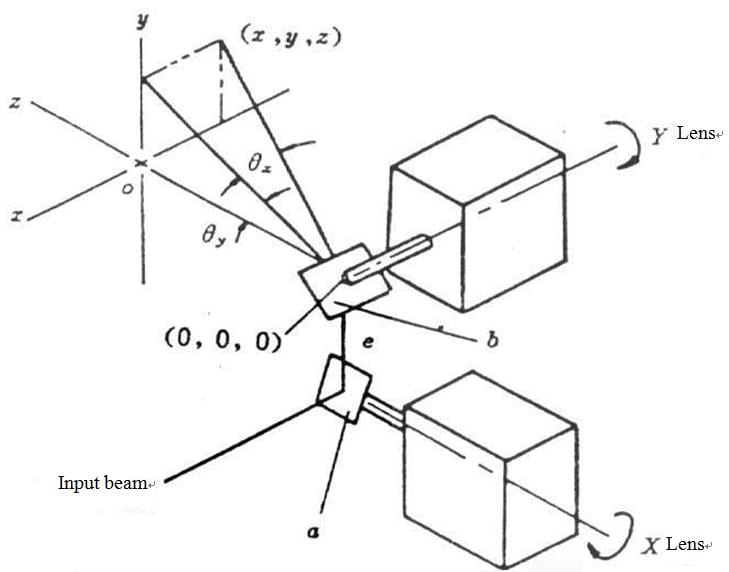
Բարձր արդյունավետության գալվանոմետր
Սկանավորման առավելագույն արագություն.10000 մմ/վրկ
Գալվանոմետրը հատուկ ճոճվող շարժիչ է, նրա հիմնական տեսությունը նույնն է, ինչ հոսանքի հաշվիչը, երբ որոշակի հոսանք անցնում է կծիկի միջով, ռոտորը շեղվելու է որոշակի անկյան տակ, իսկ շեղման անկյունը համաչափ է հոսանքի: Այսպիսով, գալվանոմետրը կոչվում է նաև գալվանոմետր սկաներ: Ուղղահայաց տեղադրված երկու գալվանոմետրերը կազմում են X և Y սկանավորման երկու ուղղություններ:
Արտադրողականության թեստ-մեքենայի շարժիչի բլոկ
Փորձարկման մասը մեքենայի շարժիչի բլոկ է, մասի չափսը՝ 165 մմ × 123 մմ × 98,6 մմ
Մասի ծավալը՝ 416 սմ³, տպել 12 հատ միաժամանակ
Ընդհանուր քաշը մոտ 6500 գ է, Հաստությունը՝ 0,1 մմ, Շնչելու արագությունը՝ 50 մմ/վ,
Ավարտելու համար պահանջվում է 23 ժամ,միջինը 282 գ/ժ


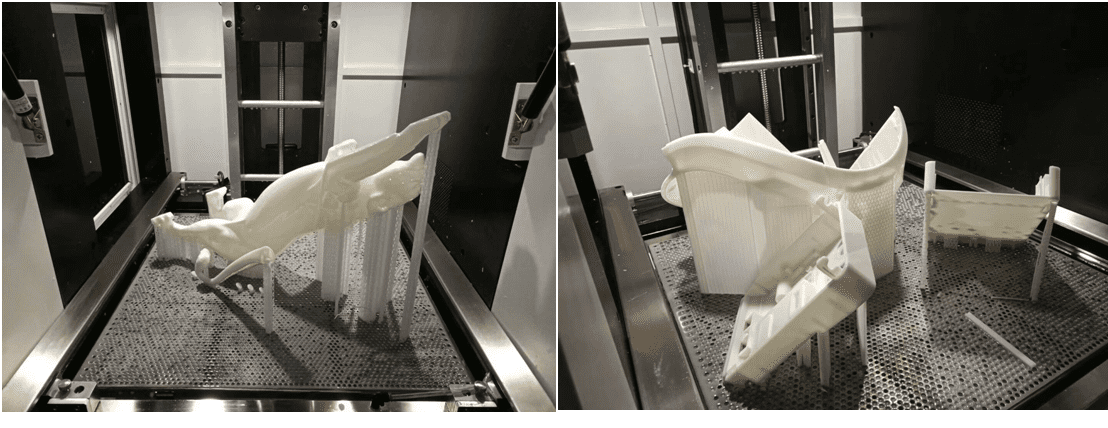
Արտադրողականության թեստ - կոշիկի տակացու
SL 3D տպիչ՝ 3DSL-600
Միաժամանակ տպեք 26 կոշիկի ներբան:
Ավարտելու համար պահանջվում է 24 ժամ
Միջին 55 րոպեմեկ կոշիկի ներբանի համար
搜索
复制
Բեռնել գրքույկը
Կիրառական տարածքներ






Կրթություն
Արագ նախատիպեր
Ավտոմեքենա
Ձուլում
Արվեստի դիզայն
Բժշկական
Հրապարակման ժամանակը` Հունվար-23-2024