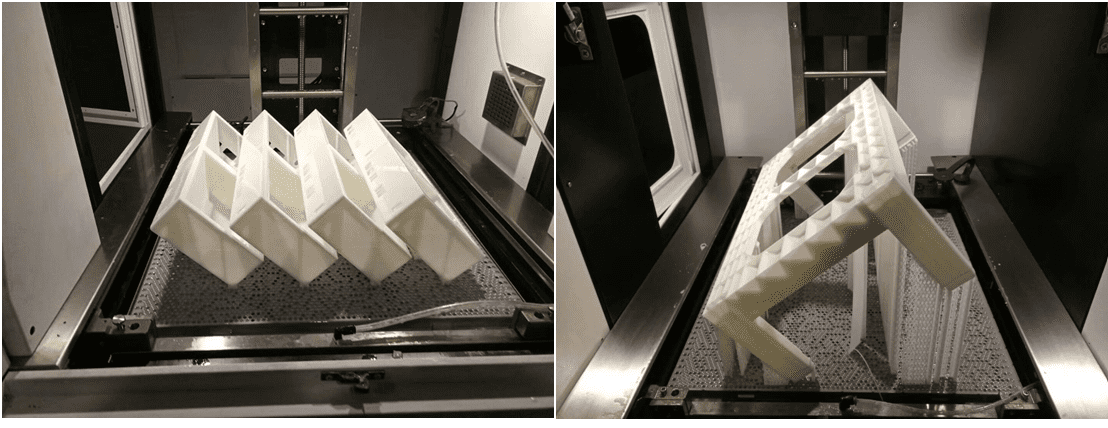
Hշատ ճկուն է, այն կարող է արտադրել ցանկացած բարդ կառուցվածքի ցանկացած 3D ամուր մոդել, և արտադրության արժեքը գրեթե անկախ է արտադրանքի բարդությունից:
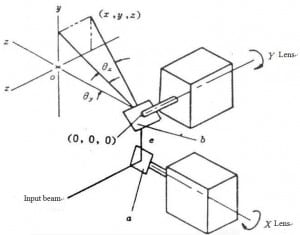
CAD մոդելի ուղղակի վարում, ձուլման գործընթացը լիովին թվային է, հատուկ հարմարանքներ կամ գործիքներ չեն պահանջվում, և դիզայնը և արտադրությունը (CAD/CAM) խիստ ինտեգրված են:
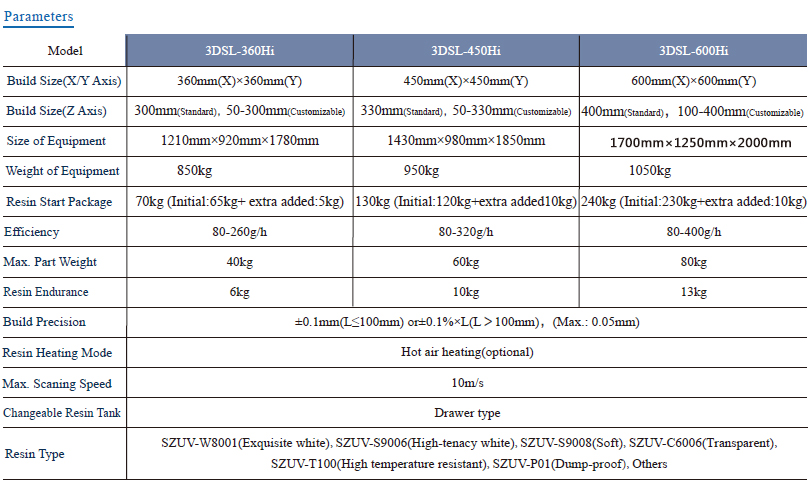
Hբարձր ճշգրտություն, ± 0,1%
Hշատ կրճատող, շատ նուրբ դետալներ, բարակ պատեր պատրաստելու ունակ
Mհին մակերեսի որակը գերազանց է
Fast արագություն
Highly ավտոմատացված. գործընթացը լիովին ավտոմատացված է, գործընթացը չի պահանջում մարդկային միջամտություն, և սարքավորումները կարող են առանց հսկողության լինել