

RP technológia bevezetése
A Rapid Prototyping (RP) egy új gyártási technológia, amelyet először az Egyesült Államokból vezettek be az 1980-as évek végén. Egyesíti a modern tudományos és technológiai vívmányokat, mint például a CAD technológia, a numerikus vezérlési technológia, a lézertechnológia és az anyagtechnológia, és a fejlett gyártástechnológia fontos része. A hagyományos vágási módszerekkel ellentétben a gyors prototípuskészítés olyan alakító mechanizmust használ, amelyben réteges anyagokat egymásra helyezve háromdimenziós alkatrészprototípus megmunkálására. Először is, a rétegező szoftver egy bizonyos rétegvastagság szerint feldarabolja az alkatrész CAD-geometriáját, és egy sor kontúrinformációt kap. A gyors prototípuskészítő gép alakítófejét a vezérlőrendszer vezérli a kétdimenziós kontúrinformáció szerint. Megszilárdítva vagy vágva, hogy különböző szakaszokból vékony rétegeket képezzenek, és automatikusan háromdimenziós entitásokká rakva


Additív gyártás
A hagyományos reduktív gyártástól eltérően az RP rétegenkénti anyagakkumulációs módszert alkalmaz a szilárd modellek feldolgozásához, ezért additív gyártásnak (AM) vagy réteges gyártási technológiának (LMT) is nevezik.
Az RP technika jellemzői
Hrendkívül rugalmas, bármilyen összetett szerkezetű 3D szilárd modellt képes előállítani, és a gyártási költség szinte független a termék összetettségétől.
CAD-modell közvetlen vezetése, a fröccsöntési folyamat teljesen digitális, nincs szükség speciális rögzítésre vagy szerszámra, a tervezés és a gyártás (CAD/CAM) pedig erősen integrált.
Hnagy pontosság, ±0,1%
Hnagyon reduktív, nagyon finom részletek készítésére alkalmas, vékony falak
Ma régi felület kiváló
Fast sebesség
Herősen automatizált: a folyamat teljesen automatizált, a folyamat nem igényel emberi beavatkozást, és a berendezés felügyelet nélkül maradhat
Az RP technológia alkalmazásai
Az RP technológiát széles körben használják a következő területeken:
Modellek (koncepció és bemutatás):
Ipari formatervezés, koncepciótermékekhez való gyors hozzáférés, tervezési koncepciók restaurálása, kiállítás, stb.
Prototípusok (tervezés, elemzés, ellenőrzés és tesztelés):
Tervezés ellenőrzése és elemzése, Tervezés megismételhetősége és optimalizálása stb.
Minták/alkatrészek (másodlagos formázási és öntési műveletek és kis tételes gyártás):
Vákuumos befecskendezés (szilikon forma), alacsony nyomású injekció (RIM, epoxi forma) stb.


Az RP alkalmazási folyamata
A jelentkezési folyamat indulhat egy objektumból, 2D rajzokból vagy egyszerűen egy ötletből. Ha csak az objektum áll rendelkezésre, akkor az első lépés az objektum beolvasása, hogy CAD-adatokat kapjon, lépjen a revese tervezési folyamatra vagy csak a módosításra vagy módosításra, majd megkezdje az RP folyamatot.
Ha létezik 2D-s rajz vagy ötlet, akkor a speciális szoftverrel a 3D-s modellezési eljáráshoz kell menni, majd a 3D-s nyomtatási folyamathoz.
Az RP folyamat után beszerezheti a szilárd modellt a funkcionális teszteléshez, az összeszerelési teszthez vagy más eljárásokhoz az öntéshez az ügyfelek tényleges igényei szerint.
Az SL technológia bemutatása
A hazai elnevezés sztereolitográfia, más néven lézeres kikeményítő gyors prototípuskészítés. Az alapelv a következő: a lézert a folyékony fényérzékeny gyanta felületére fókuszálják, és az alkatrész keresztmetszeti alakjának megfelelően szkennelik, így szelektíven kikeményítik, ponttól vonalig a felületig, hogy befejezze az egyik kikeményedést. réteget, majd az emelőplatformot egy rétegvastagsággal lesüllyesztjük és új gyantával bevonjuk és lézerrel kikeményítjük, amíg a teljes szilárd modell létre nem jön.

Az SHDM SL 3D nyomtatóinak előnyei
Hnagy hatásfok és maximális sebesség érhető el400g/hés a termelékenység 24 óra alatt elérheti a 10 kg-ot.
Lépítési mennyiségek, elérhető méretek360*360*300(mm), 600*600*400(mm), 800*800*550(mm),1600*800*550 (mm)és más testreszabott build kötetek.
MAz anyagteljesítmény olcsó és nagymértékben javított a szilárdság, a szakítószilárdság és a magas hőmérséklettel szembeni ellenállás tekintetében, alkalmas mérnöki alkalmazásokra.
Ojelentősen javult a méret pontossága és stabilitása.
MA vezérlőszoftverben egyszerre több alkatrész kezelhető, és tökéletes alkatrész önkomponáló funkció.
Skis szériás gyártásra alkalmas.
UKülönböző térfogatú gyantatartályok nique nest technológiája, 1 kg gyanta nyomtatható, mely kifejezetten alkalmas a kutatás-fejlesztésre.
Rcserélhető gyantatartály, a különböző gyanták könnyen cserélhetők.
搜索
复制

Cserélhető gyantatartály
Csak húzza ki és nyomja be, más gyantát is nyomtathat.
A 3DSL sorozat gyantatartálya cserélhető (kivéve a 3DSL-800). A 3DSL-360 nyomtatónál a gyantatartály fiókos üzemmódban van, a gyantatartály cseréjekor le kell engedni a gyantatartályt az aljára és fel kell emelni két reteszreteszelőt, és ki kell húzni a gyantatartályt. Öntsön új gyantát, miután alaposan megtisztította a gyantatartályt, majd emelje fel a rögzítőreteszeket, és nyomja be a gyantatartályt a nyomtatóba, és jól zárja le.
A 3DSL 600 ugyanazzal a gyantatartály-rendszerrel rendelkezik. A gyantatartály alatt 4 rács található, amelyek megkönnyítik a kihúzást és a betolást.
搜索
复制
Optikai rendszer - Erőteljes szilárd lézer
A 3DSL sorozatú SL 3D nyomtatók a nagy teljesítményű szilárd lézeres eszközt alkalmazzák3Wés a folyamatos kimeneti hullámhossz 355 nm. A kimeneti teljesítmény 200-350 mw, a léghűtés és a vízhűtés opcionális.
(1). Lézeres készülék
(2). Reflektor 1
(3). Reflektor 2
(4). Nyaláb bővítő
(5). Galvanométer

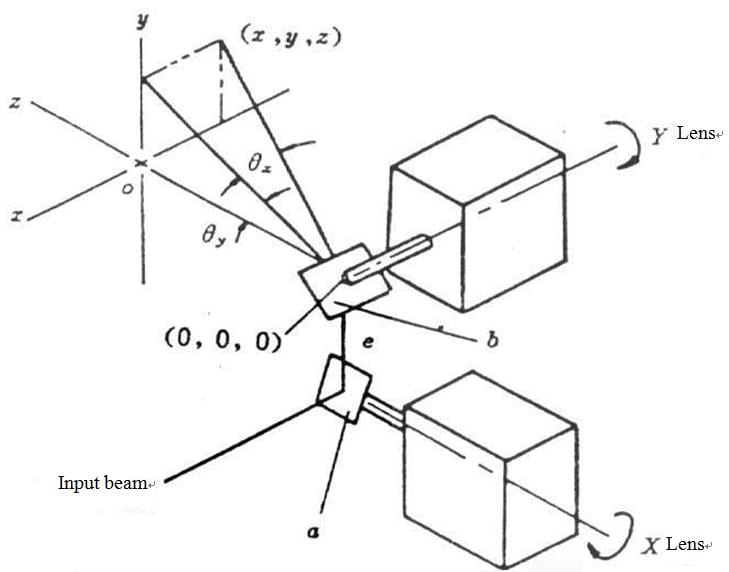
Nagy hatékonyságú galvanométer
Max szkennelési sebesség:10000mm/s
A galvanométer egy speciális lengőmotor, alapelmélete megegyezik az árammérővel, amikor egy bizonyos áram áthalad a tekercsen, a rotor egy bizonyos szöget eltér, és az eltérítési szög arányos az áramerősséggel. Tehát a galvanométert galvanométer szkennernek is nevezik. Két függőlegesen elhelyezett galvanométer X és Y két letapogatási irányát alkotja.
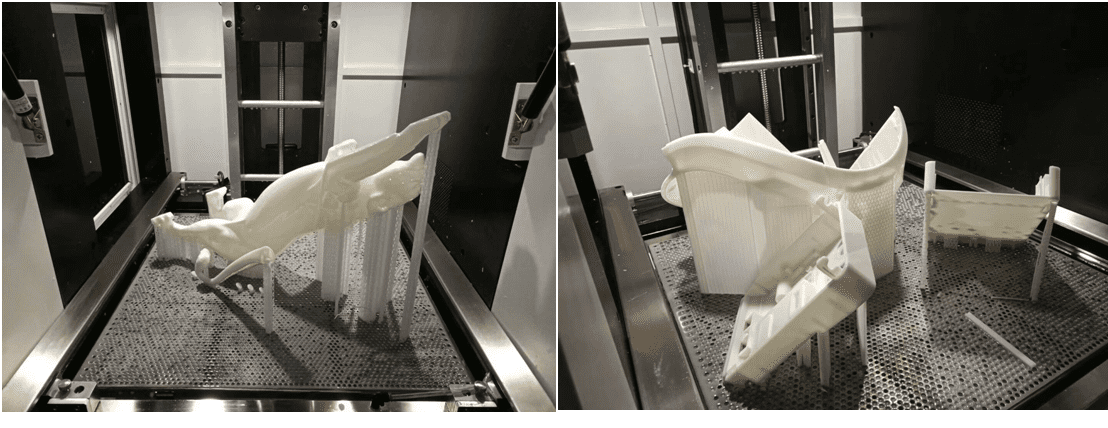
Termelékenységi teszt-autó motorblokk
A tesztelő alkatrész egy autó motorblokk, Alkatrész mérete: 165mm × 123mm × 98,6mm
Alkatrész térfogata: 416cm³, Nyomtasson 12 darabot egyszerre
A teljes tömeg körülbelül 6500 g, vastagság: 0,1 mm, csúszási sebesség: 50 mm/s,
23 órát vesz igénybe,átlagosan 282g/h


Termelékenységi teszt - cipőtalp
SL 3D nyomtató: 3DSL-600
Nyomtasson egyszerre 26 cipőtalpat.
24 órát vesz igénybe a befejezés
Átlag 55 percegy cipőtalphoz
搜索
复制
Töltse le a brosúrát
Alkalmazási területek






Oktatás
Gyors prototípusok
Autó
Öntvény
Art Design
Orvosi
Feladás időpontja: 2024. január 23