

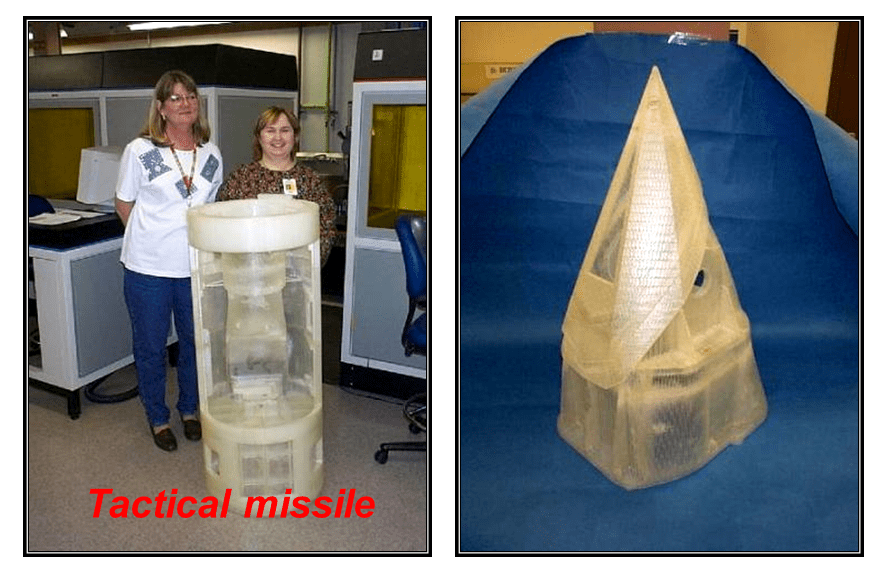
A 3D nyomtatás nagyon nyilvánvaló sebességelőnnyel rendelkezik a kis szériás gyártásban és bizonyos típusú projektek fejlesztésében, mint például az autóipar, a repülés, a repülés, a katonai, a vonat, a motorkerékpár, a hajó, a gépészeti berendezések, a vízpumpa és a kerámia stb.
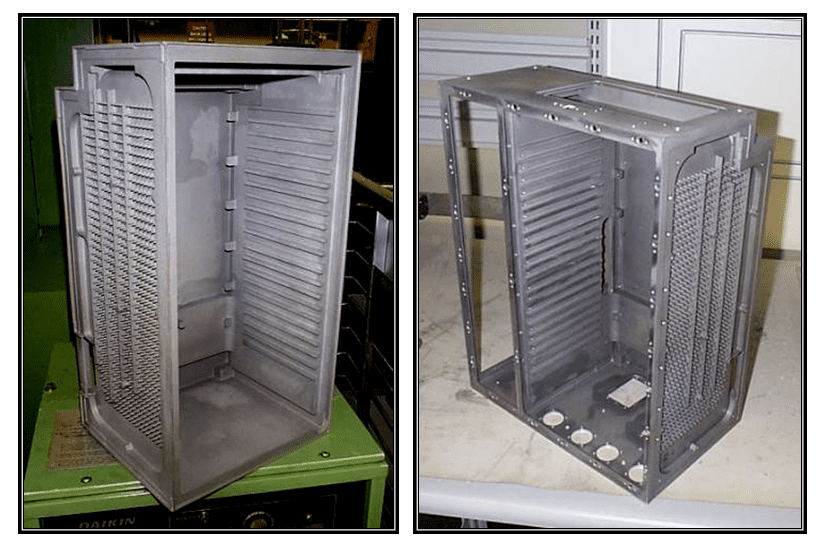
Számos, nehezen előállítható hagyományos öntvénytermék állítható elő 3D nyomtatással, például 0,5 mm-es turbinalapátok, különféle belső hűtőolaj-csatornák és különféle szerkezetileg összetett öntvények.
Műtárgyak esetében széles körben használhatók a tömeggyártáshoz használt különféle formák is.
A 3D nyomtatás fellendíti az öntési iparágat
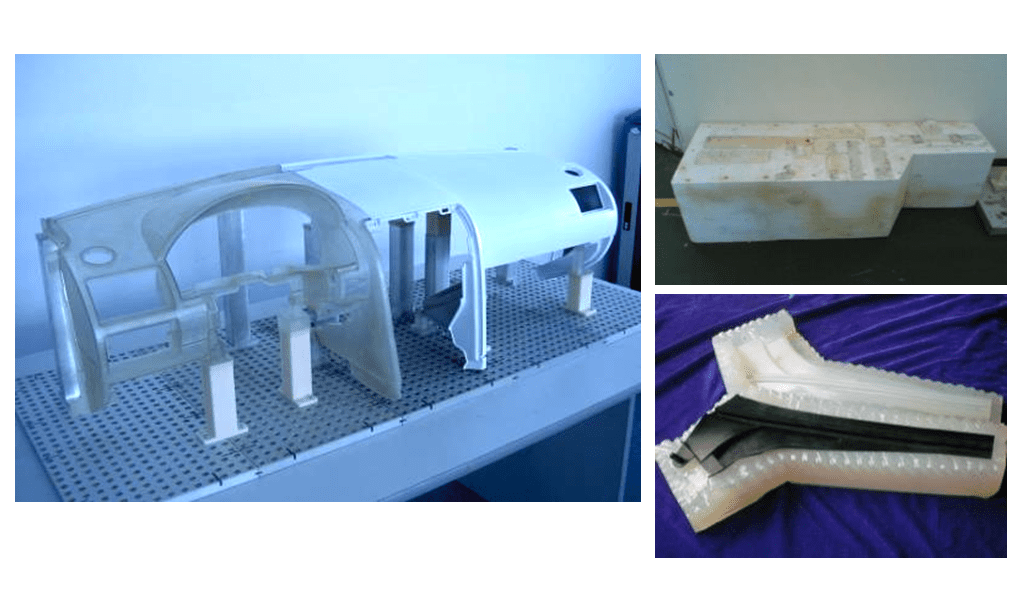
Vákuumos öntés
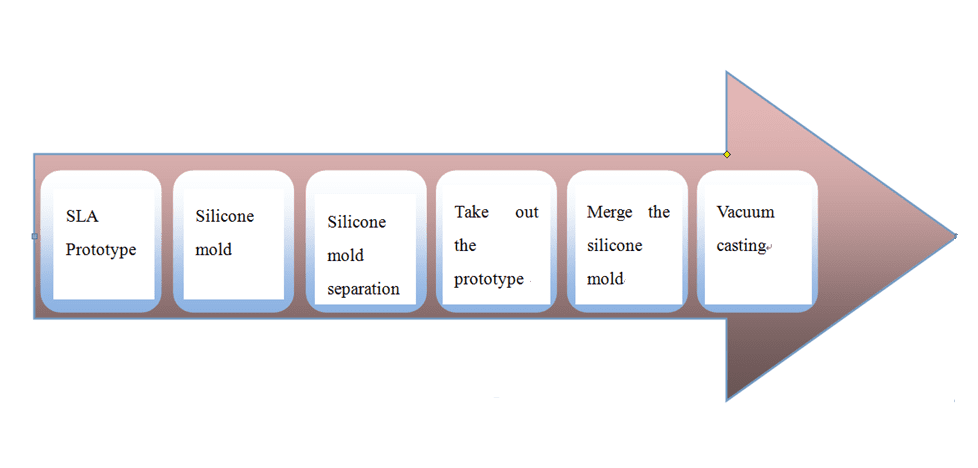
Az RP technológia alkalmazásán alapuló új termékfejlesztési vonal, amely az RTV szilíciumgumi öntést és vákuumöntést használta, mára széles körben alkalmazható az autóipar, az elektronikai és az orvosi területen.

RIM: Alacsony nyomású reakció fröccsöntés (epoxi fröccsöntés)
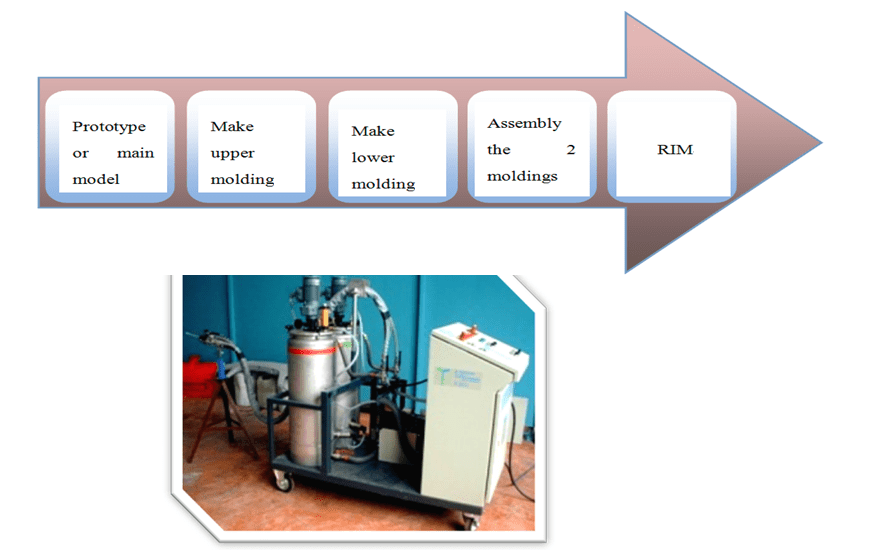
A RIM egy új eljárás, amelyet a gyorslécek gyártására alkalmaznak. Kétkomponensű poliuretán anyagok keveréke, amelyeket normál hőmérsékleten és alacsony nyomáson egy gyors formába fecskendeznek, és kémiai és fizikai folyamatok, például polimerizáció, térhálósítás és anyagok megszilárdulása során keletkeznek.
Előnye a nagy hatékonyság, a rövid gyártási ciklus, az egyszerű folyamat és az alacsony költség. Alkalmas kisüzemi próbagyártásra a termékfejlesztési folyamatban, valamint kis volumenű gyártásra, egyszerű burkolat szerkezetű, valamint nagy vastag falú és egyenetlen vastag falú termékek gyártására.
alkalmazható formák: gyanta forma, ABS forma, alumínium ötvözet forma
öntőanyag: kétkomponensű poliuretán
anyag fizikai tulajdonságai: a PP / ABS-hez hasonlóan a termék öregedésgátló, erős ütésálló, magas illeszkedési fokú, könnyű be- és kirakodás
A RIM kisnyomású perfúziós fröccsöntés működési elve a következő: az előre megformált kétkomponensű (vagy többkomponensű) folyékony nyersanyagokat adagolószivattyún keresztül meghatározott arányban adagolják a keverőfejbe, majd folyamatosan öntik a keverőfejbe. az öntőformát reakciószilárdító öntvény kialakításához. Az arány beállítás a szivattyú fordulatszámának változtatásával érhető el, amelyet a szivattyú egységnyi nyomómennyisége és a befecskendezési idő szabályoz.

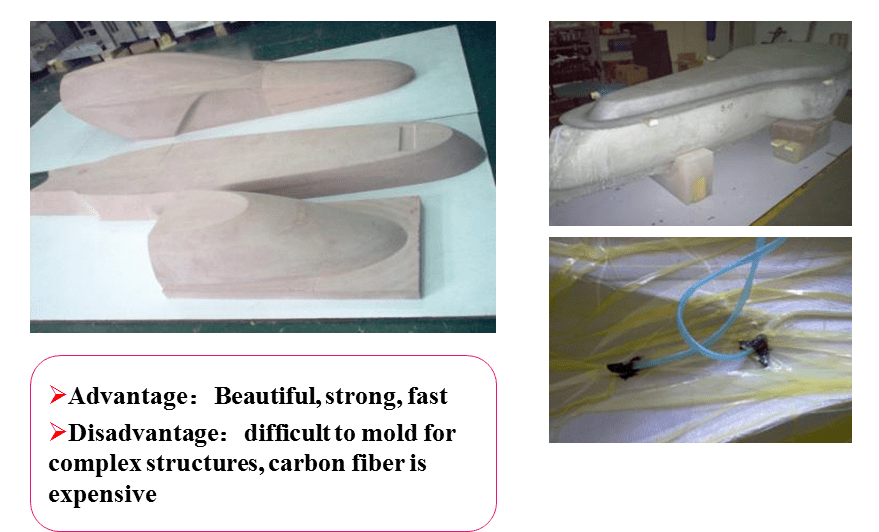
Szénszál/szálerősítésű műanyagok (FRP) vákuum bevezetése
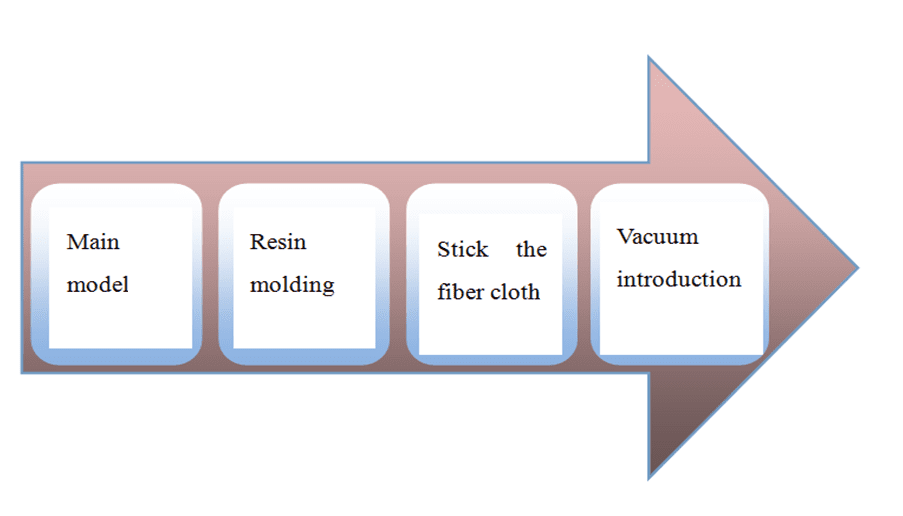
A vákuum bevezetési eljárás alapelve az üvegszál, üvegszálas szövet, különféle betétek, leválasztó kendő, gyantaáteresztő réteg lefektetése, gyantacső fektetése és nylon (vagy gumi, a kikeményedett gélbevonat rétegre) lefedése. Szilikon) rugalmas fólia (azaz vákuumzsák), a fólia és az üreg kerülete szorosan lezárva.
Az üreget kiürítjük, és a gyantát az üregbe fecskendezzük. Öntési eljárás, amelynek során a gyantát egy gyantacső és egy szálfelület mentén vákuumban impregnálják, hogy a szálköteget szobahőmérsékleten vagy melegítés közben impregnálják.
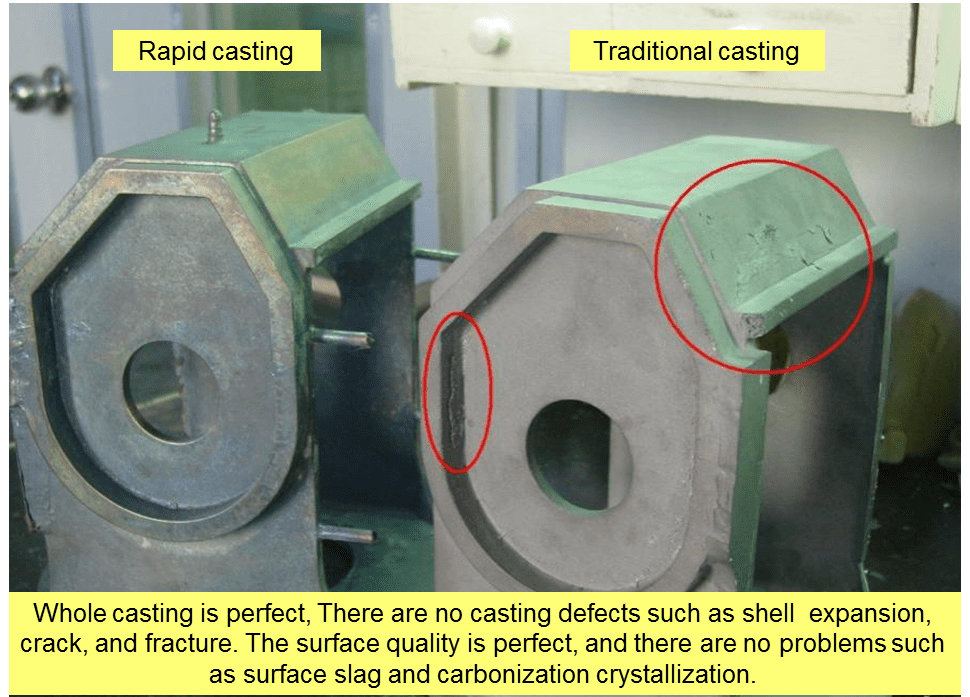
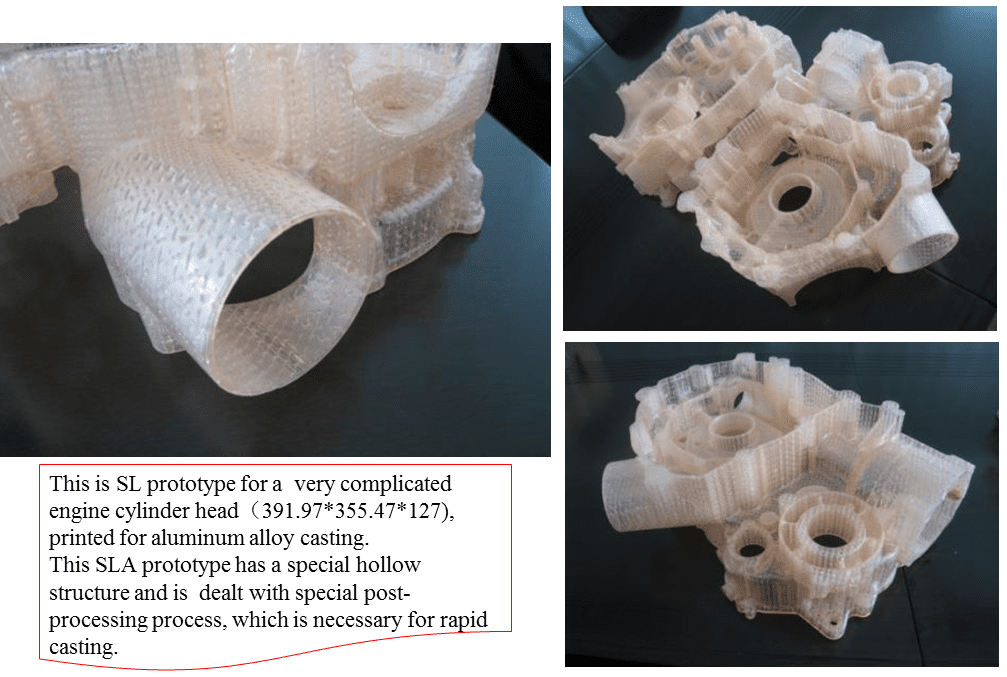
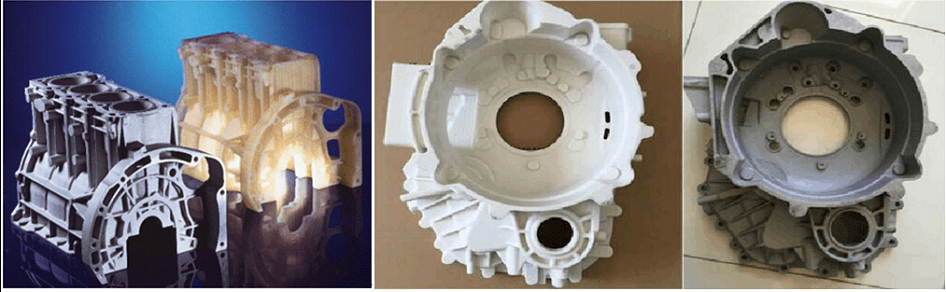
Gyors öntés
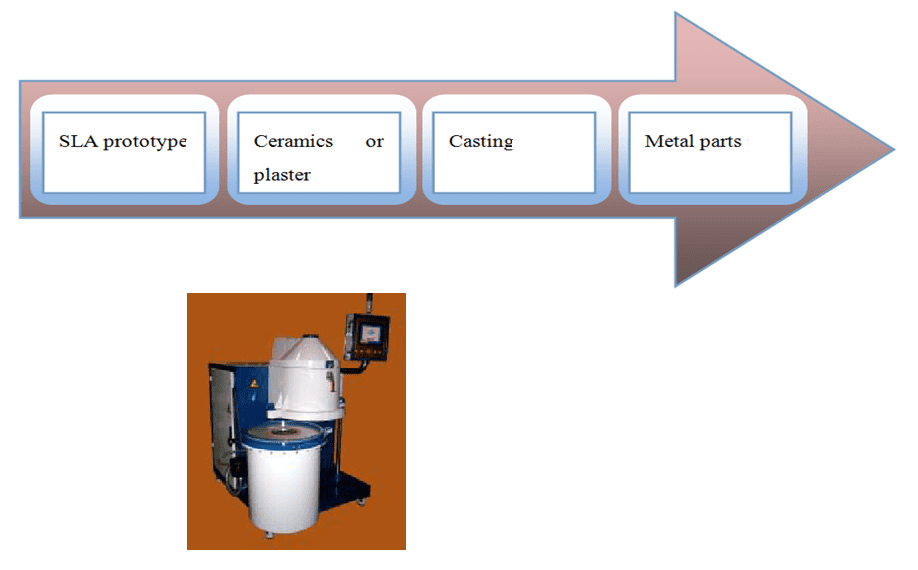
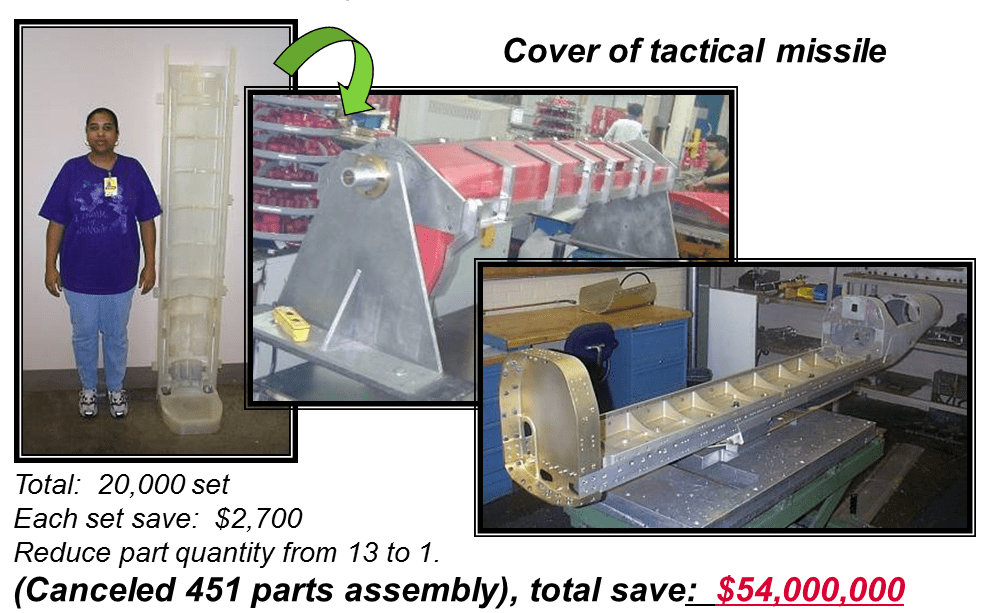
A 3D nyomtatási technológia és a hagyományos öntési technológia kombinációja gyors öntési technológiát eredményezett. Az alapelv az, hogy a 3D nyomtatási technológiát használva közvetlenül vagy közvetve kinyomtatják az elveszett habszivacsot, polietilén formát, viaszmintát, sablont, formát, magot vagy héjat öntéshez, majd a hagyományos öntési eljárás kombinálásával gyorsan kiöntjük a fém alkatrészeket.
A 3D nyomtatási technológia és az öntési folyamat kombinációja teljes mértékben kihasználja a gyors 3D nyomtatás előnyeit, az alacsony költséget, az összetett alkatrészek gyártásának és bármilyen fém öntésének lehetőségét, és nem befolyásolja a forma és a méret, valamint az alacsony költség. Kombinációjuk segítségével elkerülhetők a gyengeségek, nagymértékben leegyszerűsítve és lerövidítve a hosszadalmas tervezés, módosítás, formázásra való áttervezés folyamatát.
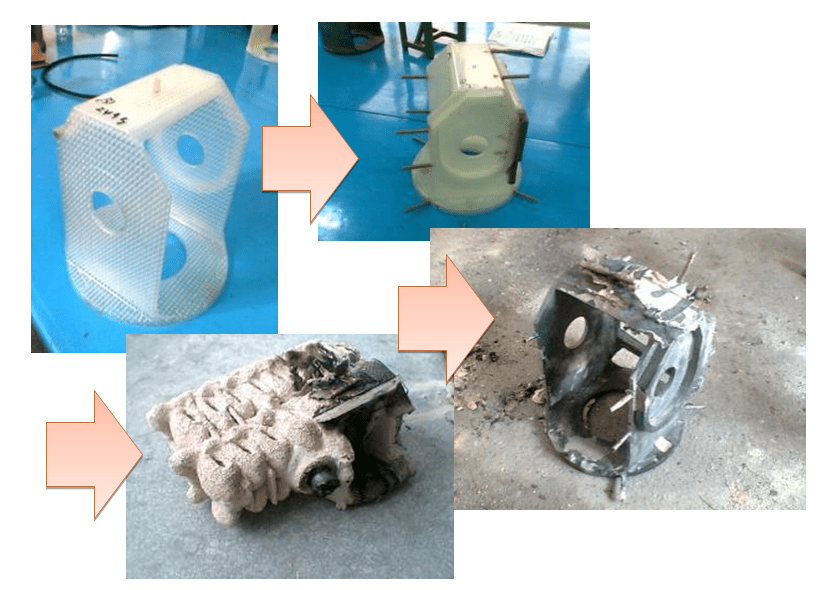
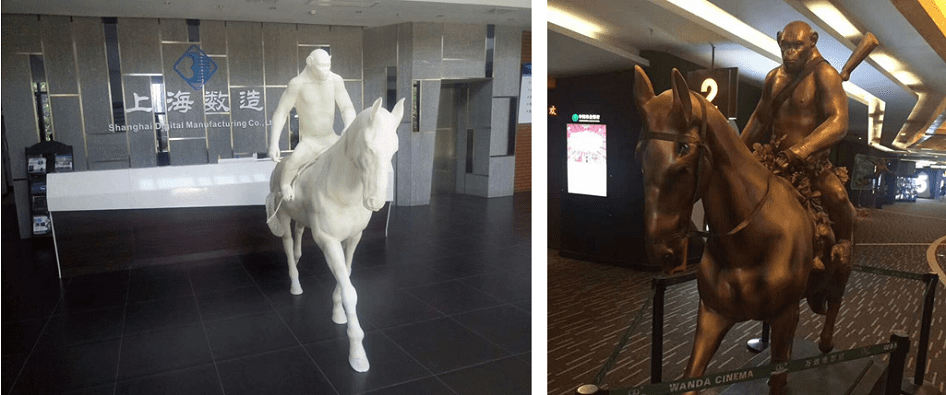
Befektetési öntés
A befektetési öntés egy viszonylag új fémöntési módszerre utal, amelyet teljes formázásnak, elpárologtatásnak és üreg nélküli öntésnek is neveznek. A prototípus habból (HABMŰANYAG) készül, és általában expandált polisztirol. A pozitív formát öntött homokkal (FOVNDRY SAND) töltik meg, így formát (MOLD) alakítanak ki, és ugyanez igaz a negatív formára is. Amikor az olvadt fémet az öntőformába (azaz a polisztirolból készült formába) fecskendezik, a hab elpárolog vagy elvész, így az öntödei homok negatív formája olvadt fémmel töltődik meg. Ezt az öntési módszert később a szobrásztársadalom is átvette, és ma már az ipari gyártásban használják.
SL 3D nyomtató ajánlott
Nagy méretű SL 3D nyomtatók ajánlottak, mint például a 3DSL-600Hi 600 * 600 * 400 mm gyártási térfogattal és a nagyobb 3DSL-800Hi gép 800 * 600 * 550 mm gyártási térfogattal.