HTrès flexible, il peut produire n'importe quel modèle solide 3D de n'importe quelle structure complexe, et le coût de production est presque indépendant de la complexité du produit.
CEntraînement direct du modèle AD, le processus de moulage est entièrement numérique, aucun montage ou outil spécial n'est requis, et la conception et la fabrication (CAO/FAO) sont hautement intégrées.
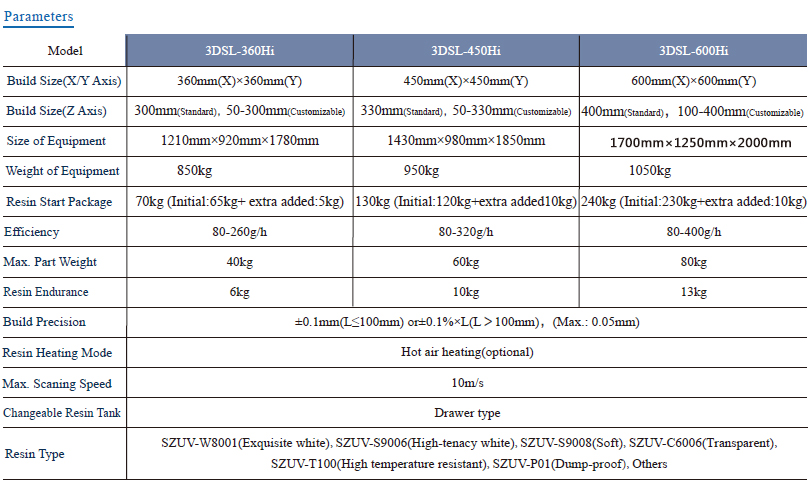
Hhaute précision, ±0,1 %
Htrès réducteur, capable de réaliser des détails très fins, des parois fines
Ml'ancienne qualité de la surface est excellente
Fvitesse maximale
Hhautement automatisé : le processus est entièrement automatisé, le processus ne nécessite aucune intervention humaine et l'équipement peut être sans surveillance