

3D-tulostuksella on erittäin selvä nopeusetu pienten erätuotannossa ja tietyntyyppisten projektien, kuten auto-, ilmailu-, ilmailu-, armeija-, juna-, moottoripyörä-, laiva-, mekaaniset laitteet, vesipumppu ja keramiikka jne., kehittämisessä.
3D-tulostuksella voidaan nyt valmistaa erilaisia perinteisiä, vaikeasti valmistettavia valutuotteita, kuten 0,5 mm:n turbiinin siivet, erilaiset sisäiset jäähdytysöljykanavat ja erilaiset rakenteellisesti monimutkaiset valut.
Taideteoksissa voidaan käyttää laajasti myös erilaisia massatuotantoon tarkoitettuja muotteja.
3D-tulostus tehostaa valuteollisuutta
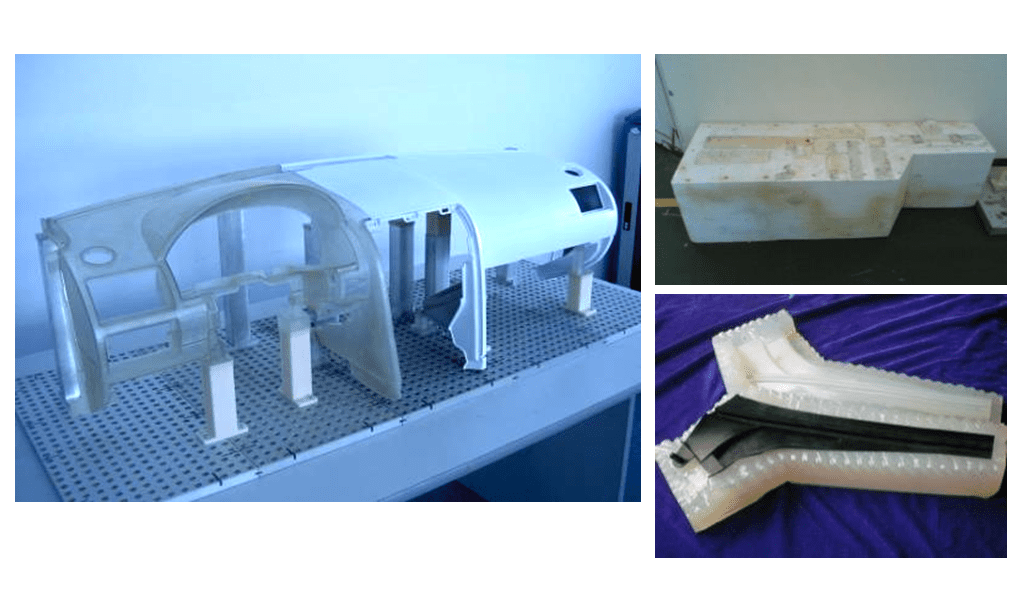
Tyhjiövalu
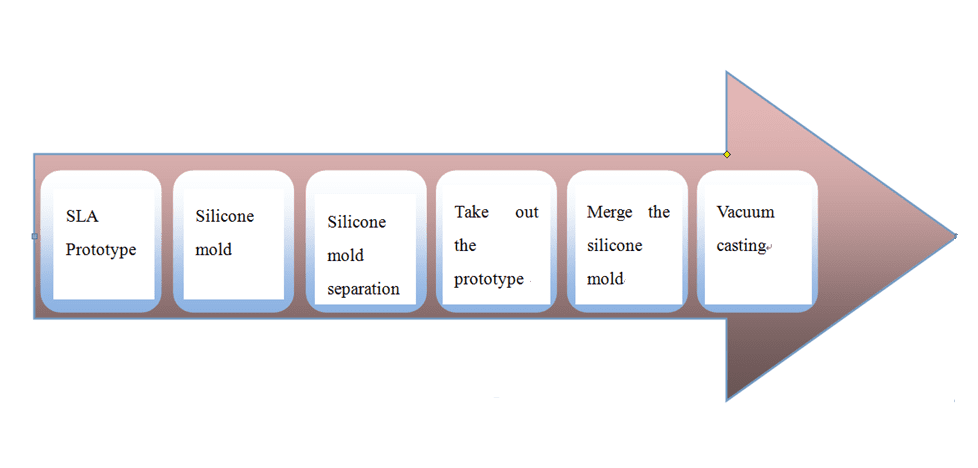
RP-teknologian soveltamiseen perustuva uusi tuotekehityslinja, jossa käytettiin RTV-piikumivalua ja tyhjiövalua, on nyt laajalti sovellettu auto-, elektroniikka- ja lääketieteen alalla.

RIM: Matalapainereaktioruiskuvalu (epoksivalu)
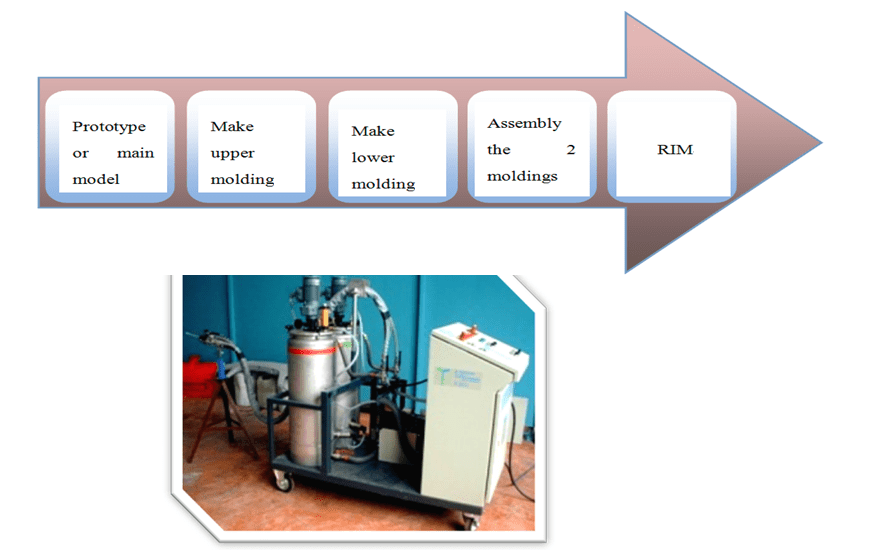
RIM on uusi prosessi, jota käytetään pikalistajen valmistukseen. Se on sekoitus kaksikomponenttisia polyuretaanimateriaaleja, jotka ruiskutetaan nopeaan muottiin normaalilämpötilassa ja matalassa paineessa ja jotka muodostuvat kemiallisista ja fysikaalisista prosesseista, kuten materiaalien polymeroinnista, silloittumisesta ja kiinteytymisestä.
Sillä on korkea hyötysuhde, lyhyt tuotantosykli, yksinkertainen prosessi ja alhaiset kustannukset. Se soveltuu tuotekehitysprosessin pienimuotoiseen koetuotantoon sekä pientuotantoon, yksinkertaiseen päällyksen rakenteeseen sekä suurten paksuseinäisten ja epätasaisten paksuseinäisten tuotteiden valmistukseen.
soveltuvat muotit: hartsimuotti, ABS-muotti, alumiiniseosmuotti
valumateriaali: kaksikomponenttinen polyuretaani
materiaalin fysikaaliset ominaisuudet: samanlainen kuin PP / ABS, tuotteella on ikääntymistä estävä, vahva iskunkestävyys, korkea istuvuus, helppo lastaus ja purkaminen
RIM-matalapaineperfuusiomuovauksen toimintaperiaate on seuraava: valmiiksi muodostetut kaksikomponenttiset (tai monikomponenttiset) nestemäiset raaka-aineet syötetään sekoituspäähän annostuspumpun kautta tietyssä suhteessa ja kaadetaan sitten jatkuvasti muotin muodostamaan reaktiokiinteytysmuotti. Suhteen säätö saadaan aikaan pumpun nopeuden muutoksella, jota ohjataan pumpun yksikköpurkausmäärällä ja ruiskutusajalla.

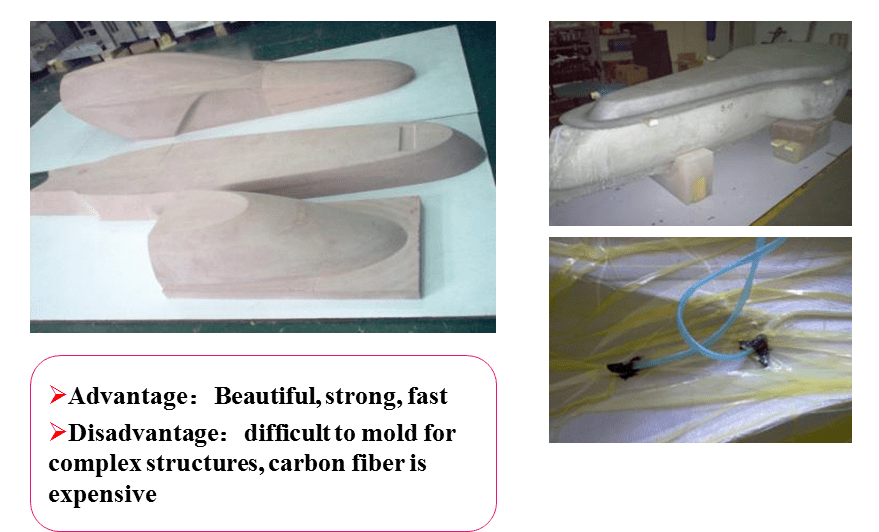
Hiilikuitu / kuituvahvisteisen muovin (FRP) tyhjiön käyttöönotto
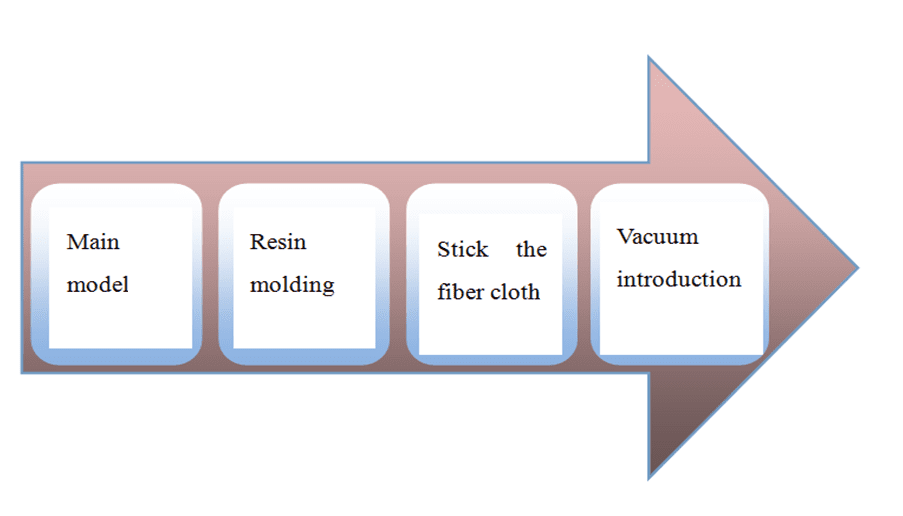
Tyhjiösyöttöprosessin perusperiaate viittaa lasikuidun, lasikuitukankaan, erilaisten sisäosien, irrotuskankaan, hartsia läpäisevän kerroksen asettamiseen, hartsiputken asettamiseen ja nailonin (tai kumin, kovettuneen geelipinnoitekerroksen) peittämiseen. Silikoni) joustava kalvo (eli tyhjiöpussi), kalvo ja ontelon reuna on tiiviisti suljettu.
Ontelo tyhjennetään ja hartsi ruiskutetaan onteloon. Muovausprosessi, jossa hartsi kyllästetään hartsiputkea ja kuitupintaa pitkin tyhjiössä kuitukimpun kyllästämiseksi huoneenlämpötilassa tai kuumentaen.
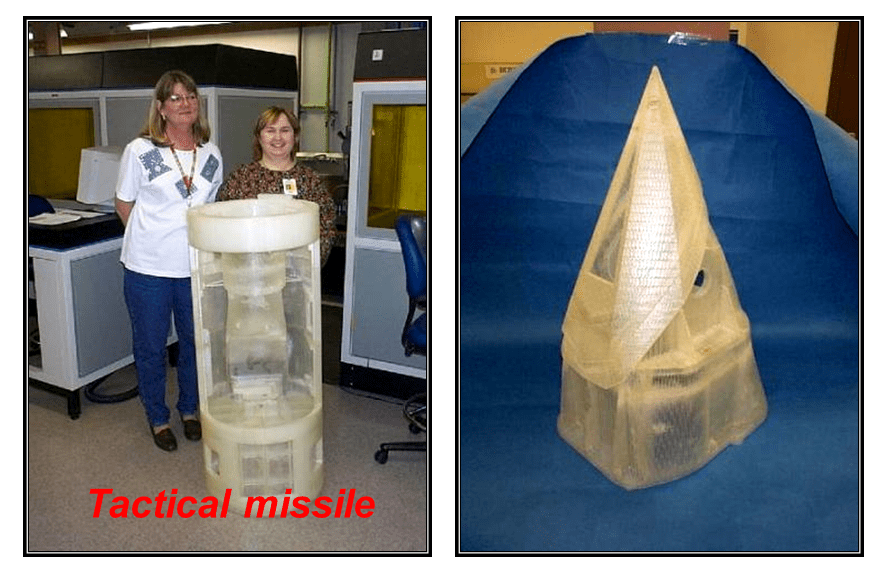
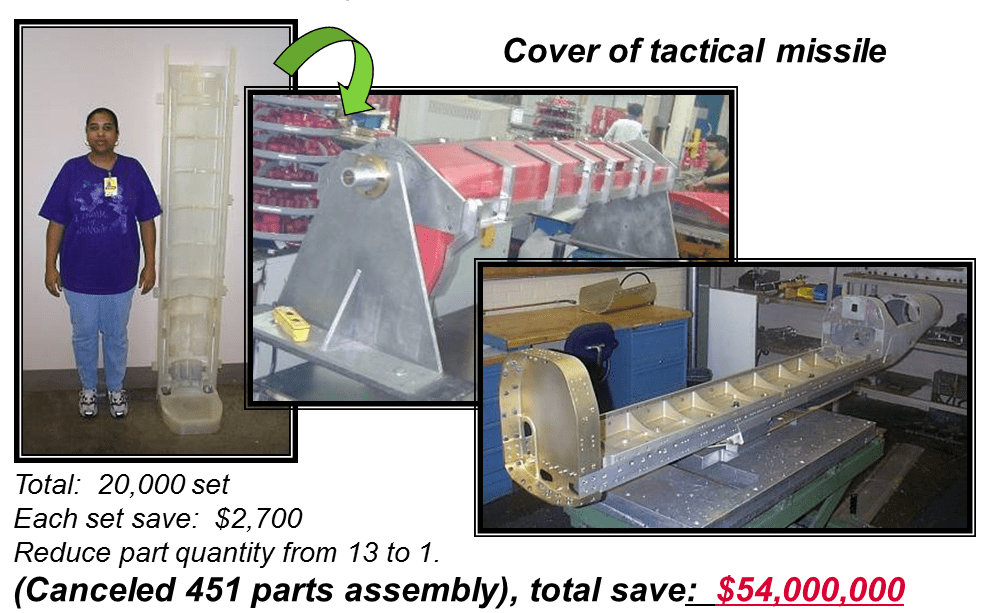
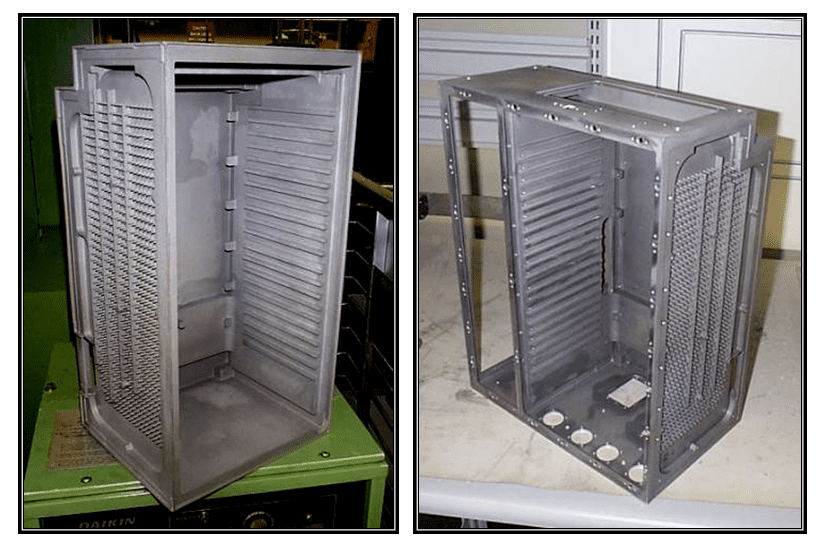
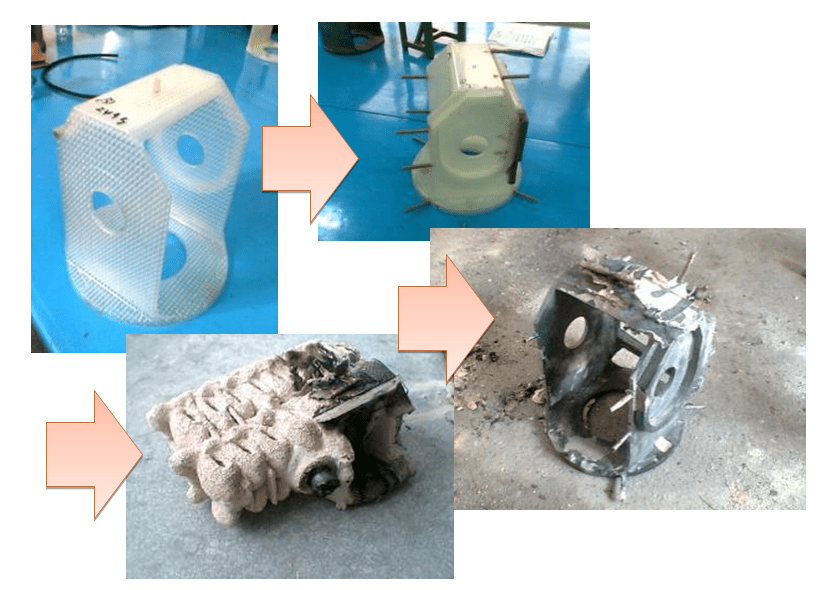
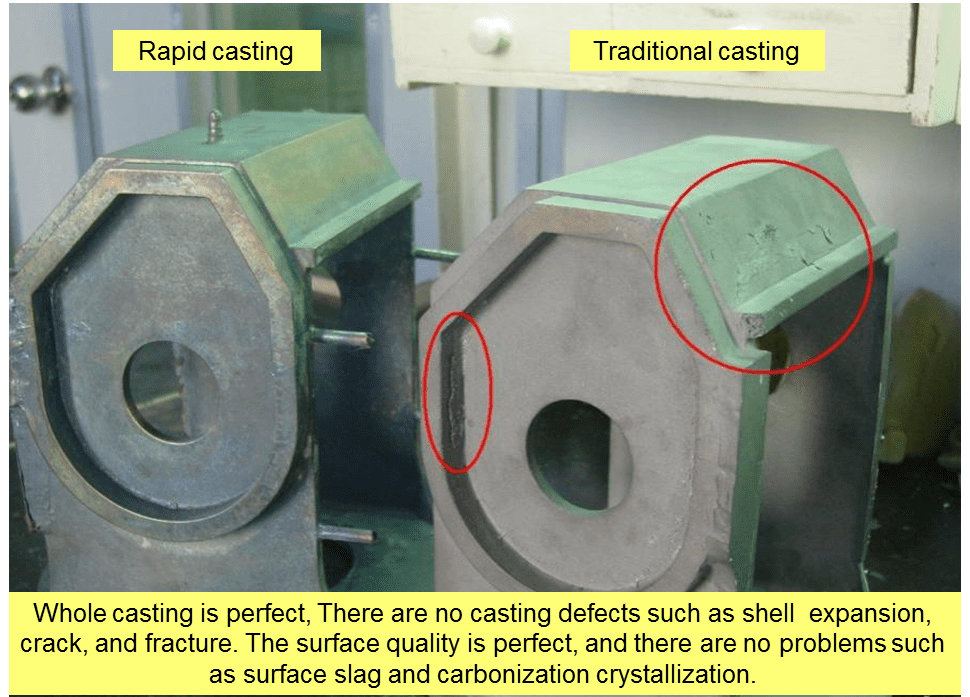
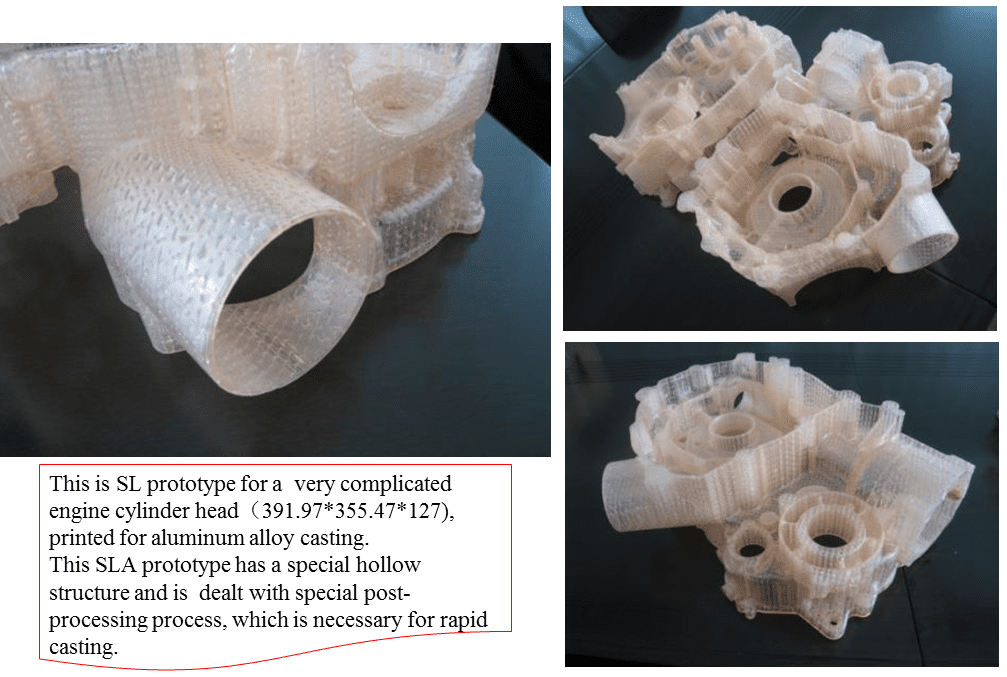
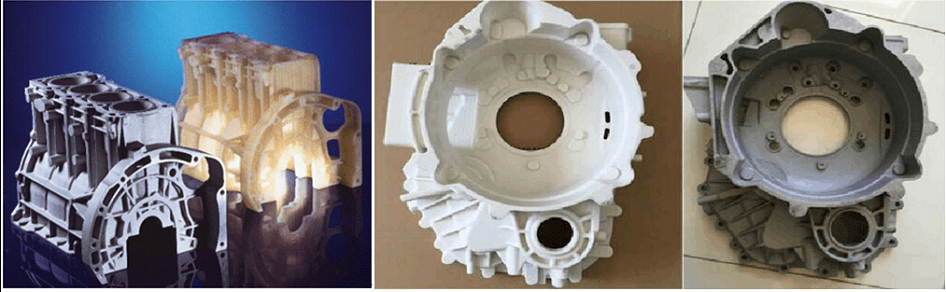
Nopea valu
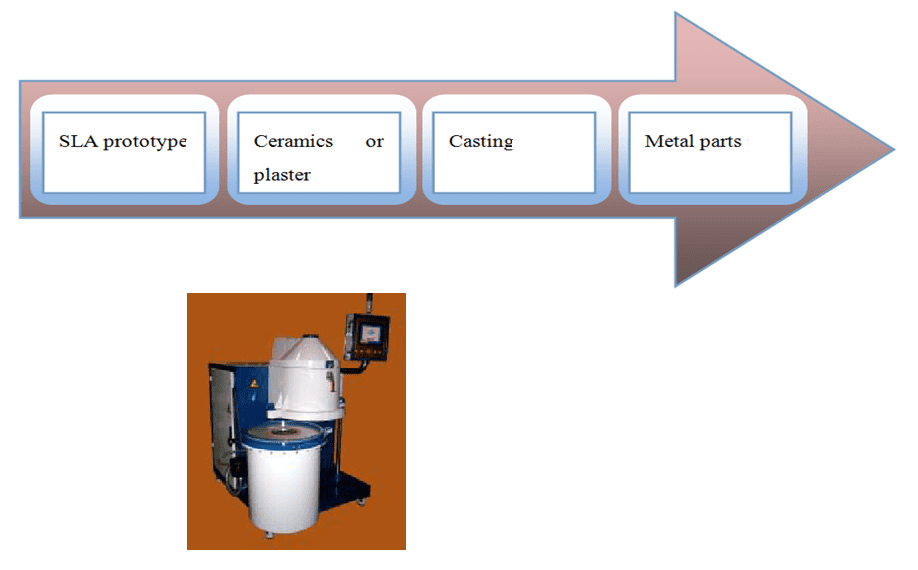
3D-tulostustekniikan ja perinteisen valutekniikan yhdistelmä on johtanut nopeaan valutekniikkaan. Perusperiaatteena on käyttää 3D-tulostustekniikkaa tulostettaessa suoraan tai epäsuorasti kadonnut vaahto, polyeteenimuotti, vahanäyte, malli, muotti, ydin tai kuori valua varten ja yhdistää sitten perinteinen valuprosessi metalliosien nopeaan valumiseen.
3D-tulostustekniikan ja valuprosessin yhdistelmä antaa täyden mahdollisuuden hyödyntää nopean 3D-tulostuksen edut, alhaisia kustannuksia, kykyä valmistaa monimutkaisia osia ja valaa kaikenlaista metallia, eikä siihen vaikuta muoto, koko ja alhaiset kustannukset. Niiden yhdistelmää voidaan käyttää välttämään heikkouksia, mikä yksinkertaistaa ja lyhentää huomattavasti pitkällisen suunnittelun, muuntamisen ja muovauksen uudelleensuunnittelun prosessia.
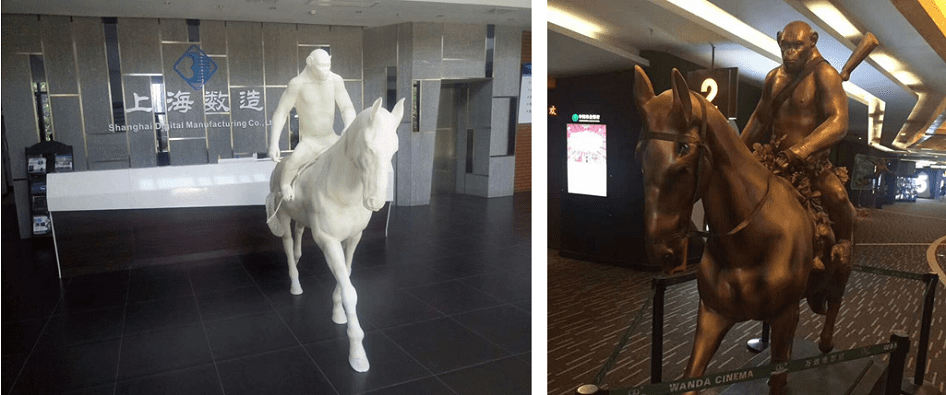
Sijoitusvalu
Investointivalu viittaa suhteellisen uuteen metallin valumenetelmään, joka tunnetaan myös nimellä täysmuotti, höyrystys ja onkaloton valu. Prototyyppi on valmistettu vaahdosta (FOAMED PLASTIC) ja se on yleensä paisutettua polystyreeniä. Positiivinen muotti täytetään valuhiekalla (FOVNDRY SAND) muotin (MOLD) muodostamiseksi, ja sama pätee negatiiviseen muotiin. Kun sula metalli ruiskutetaan muottiin (eli polystyreenistä valmistettuun muottiin), vaahto haihtuu tai katoaa, jolloin valimohiekan negatiivinen muotti jää täyteen sulalla metallilla. Kuvanveistäjäyhteisö otti myöhemmin käyttöön tämän valumenetelmän, ja sitä käytetään nykyään teollisessa valmistuksessa.
SL 3D -tulostin suositellaan
Suosittelemme suurta SL 3D-tulostinta, kuten 3DSL-600Hi, jonka koko on 600 * 600 * 400 mm, ja suurempi kone 3DSL-800Hi, jonka rakennustilavuus on 800 * 600 * 550 mm.