HTre fleksebla, ĝi povas produkti iujn ajn 3D solidajn modelojn de iu kompleksa strukturo, kaj la produktokosto estas preskaŭ sendependa de la komplekseco de la produkto.
CAD-modelo rekta veturado, la mulda procezo estas tute cifereca, ne necesas specialaj aparatoj aŭ iloj, kaj dezajno kaj fabrikado (CAD/CAM) estas tre integritaj.
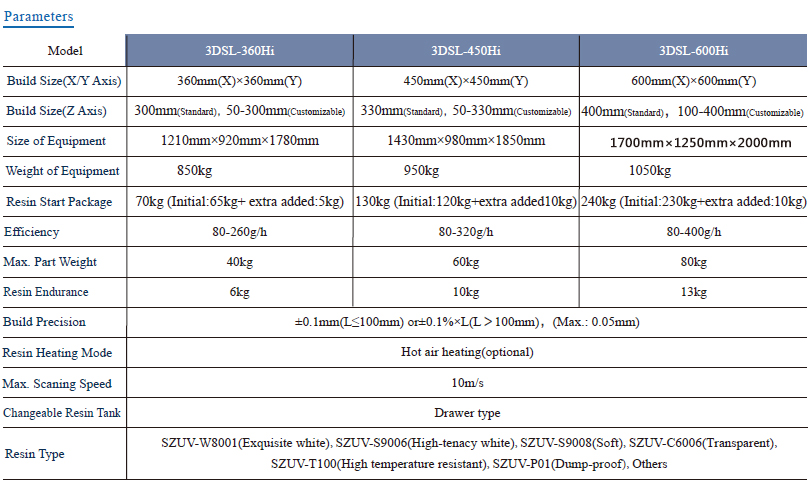
Halta precizeco, ± 0.1%
Htre reduktiva, kapabla fari tre fajnajn detalojn, maldikaj muroj
Mmalnova surfaca kvalito estas bonega
Fast rapido
Htre aŭtomatigita: la procezo estas plene aŭtomatigita, la procezo postulas neniun homan intervenon, kaj la ekipaĵo povas esti neprizorgita.