

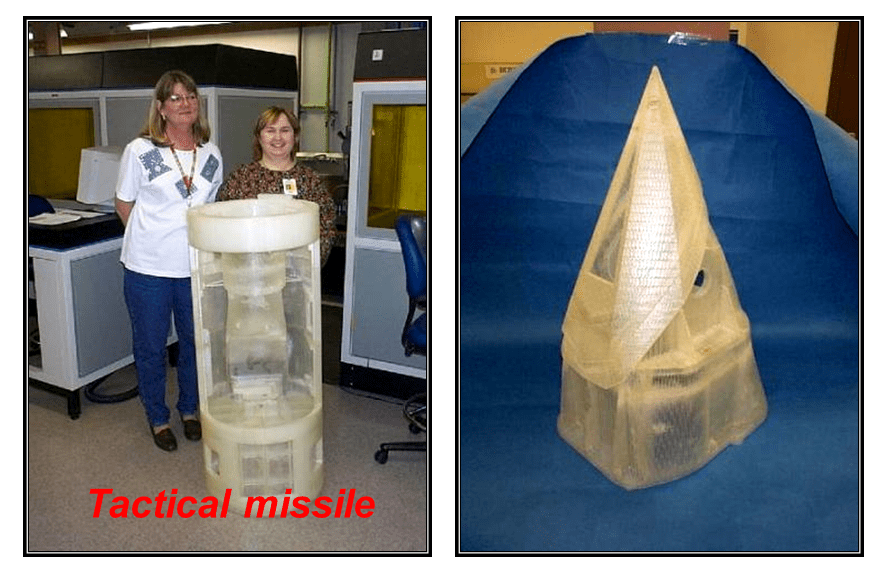
3D-print har en meget åbenlys hastighedsfordel i små batch-produktioner og i udviklingen af visse typer projekter, såsom bilindustrien, rumfart, luftfart, militær, tog, motorcykel, skib, mekanisk udstyr, vandpumpe og keramik osv.
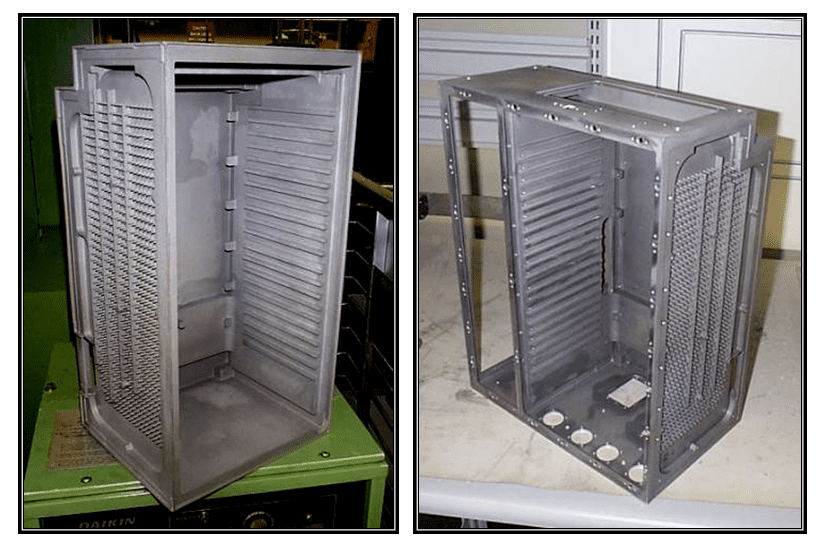
En række traditionelle støbeprodukter, som er svære at producere, kan nu fremstilles ved 3D-print såsom 0,5 mm turbinevinger, forskellige interne køleoliepassager og forskellige strukturelt komplekse støbegods.
Til kunstværker kan forskellige former for forme til masseproduktion også bruges i vid udstrækning.
3D-print booster støbeindustrien
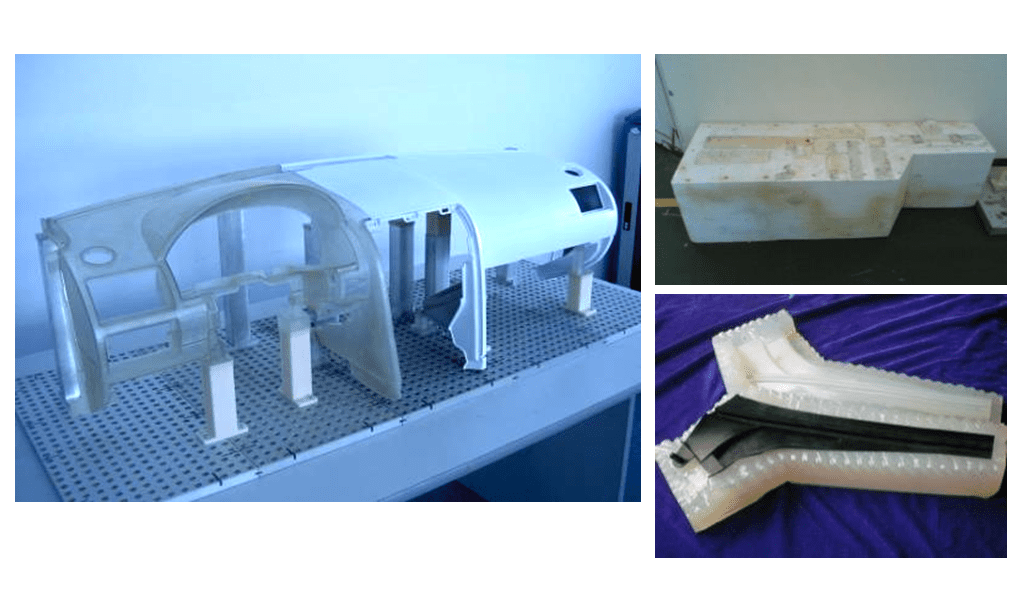
Vakuumstøbning
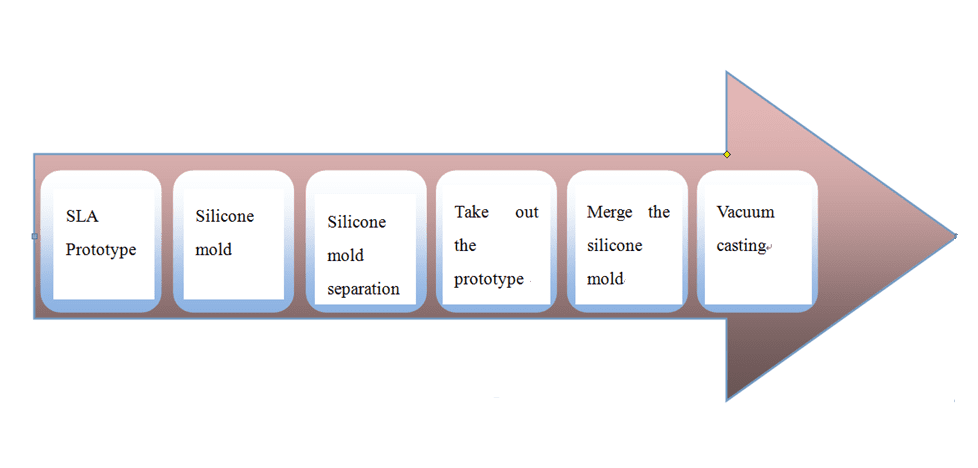
Baseret på anvendelsen af RP-teknologi, har den nye produktudviklingslinje, der brugte RTV siliciumgummistøbning og vakuumstøbning, nu bredt anvendt inden for automobil, elektronisk og medicinsk område.

RIM: Lavtryksreaktionssprøjtestøbning (Epoxystøbning)
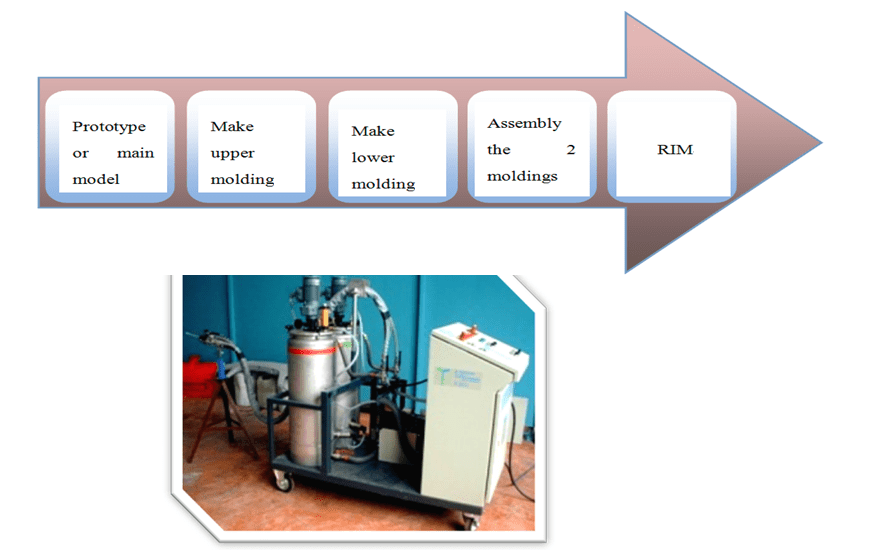
RIM er en ny proces, der anvendes til fremstilling af hurtige støbninger. Det er en blanding af to-komponent polyurethan materialer, som sprøjtes ind i en hurtig form under normal temperatur og lavt tryk og dannes ved kemiske og fysiske processer såsom polymerisation, tværbinding og størkning af materialer.
Det har fordelene ved høj effektivitet, kort produktionscyklus, enkel proces og lave omkostninger. Den er velegnet til små-skala prøveproduktion i produktudviklingsprocessen, såvel som små volumen produktion, enkel opbygning af dækslet og produktion af store tykvæggede og ujævne tykvæggede produkter.
anvendelige forme: harpiksforme, ABS-forme, aluminiumslegeringsforme
støbemateriale: to-komponent polyurethan
materiale fysiske egenskaber: ligner PP / ABS, produktet har anti-ældning, stærk slagfasthed, høj grad af pasform, let på- og aflæsning
Arbejdsprincippet for RIM lavtryksperfusionsstøbning er som følger: de præformede to-komponent (eller multi-komponent) flydende råmaterialer føres ind i blandehovedet gennem en doseringspumpe i et bestemt forhold og hældes derefter kontinuerligt i formen til at danne en reaktionsstørkningsstøbning. Forholdsjusteringen opnås ved en ændring i pumpehastigheden, som styres af pumpens enhedsudløbsmængde og indsprøjtningstiden.

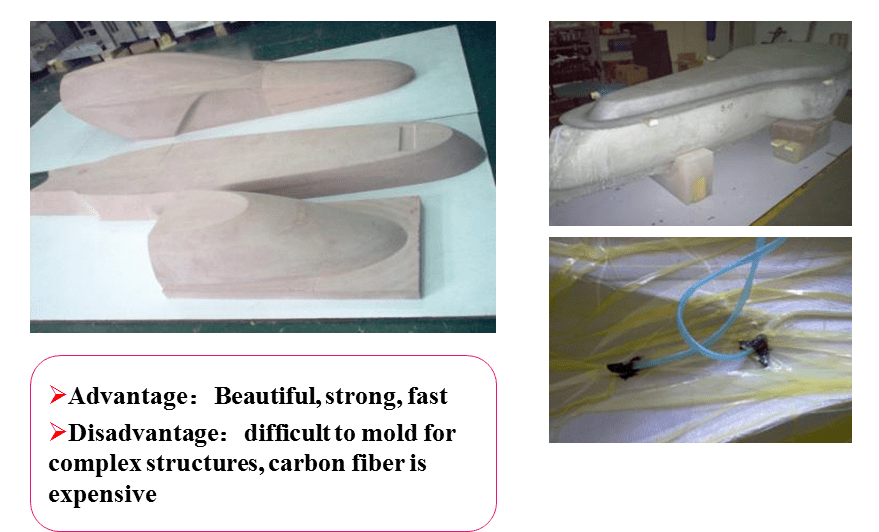
Kulfiber / fiberforstærket plast (FRP) vakuumintroduktion
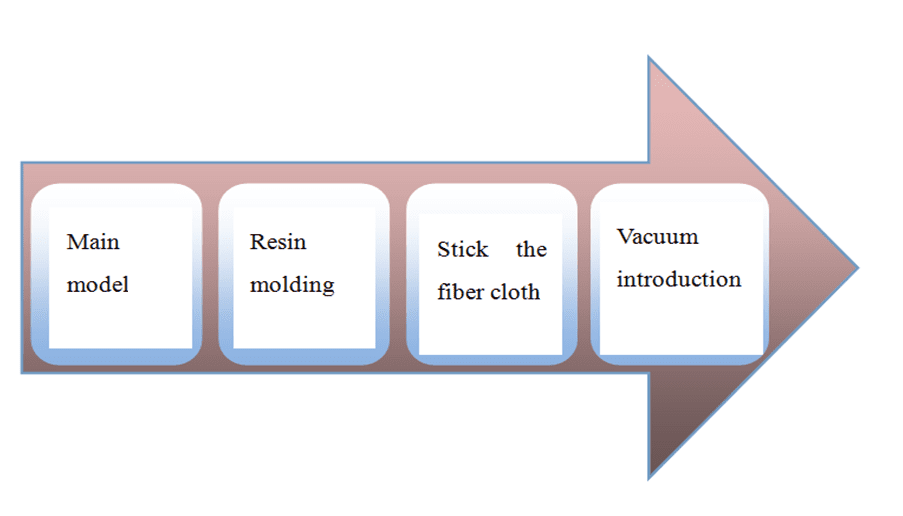
Det grundlæggende princip for vakuumintroduktionsprocessen refererer til lægning af glasfiber, glasfiberstof, forskellige indsatser, slipklud, harpiksgennemtrængeligt lag, lægning af harpiksrørledning og dækning af nylon (eller gummi, på det hærdede gelcoatlag). Silikone) fleksibel film (dvs. vakuumpose), filmen og periferien af hulrummet er tæt forseglet.
Hulrummet evakueres, og harpiksen sprøjtes ind i hulrummet. En støbeproces, hvor en harpiks imprægneres langs et harpiksrør og en fiberoverflade under vakuum for at imprægnere fiberbundtet ved stuetemperatur eller under opvarmning.
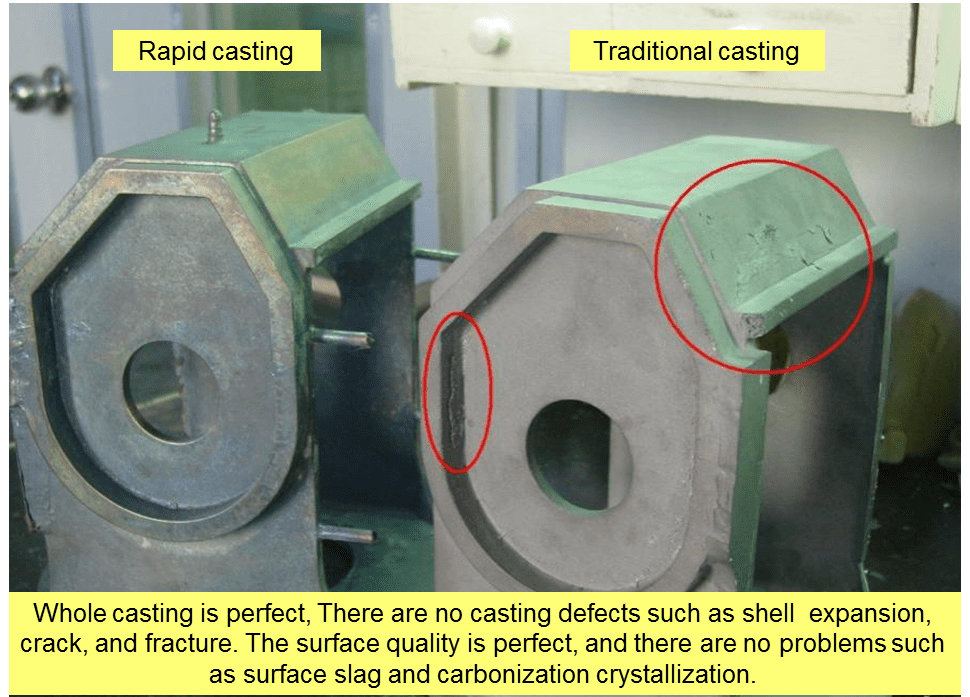
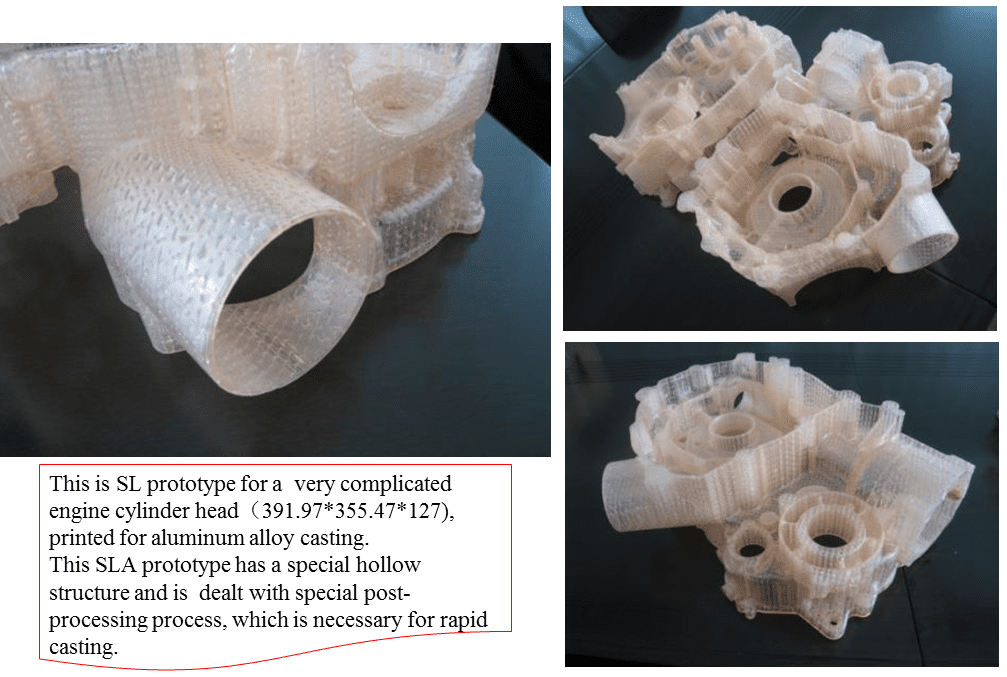
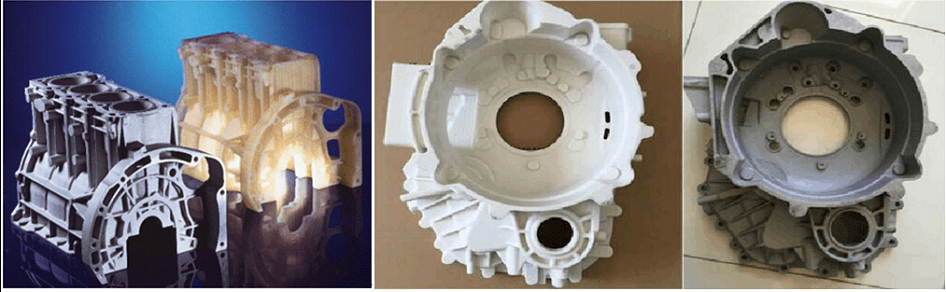
Hurtig støbning
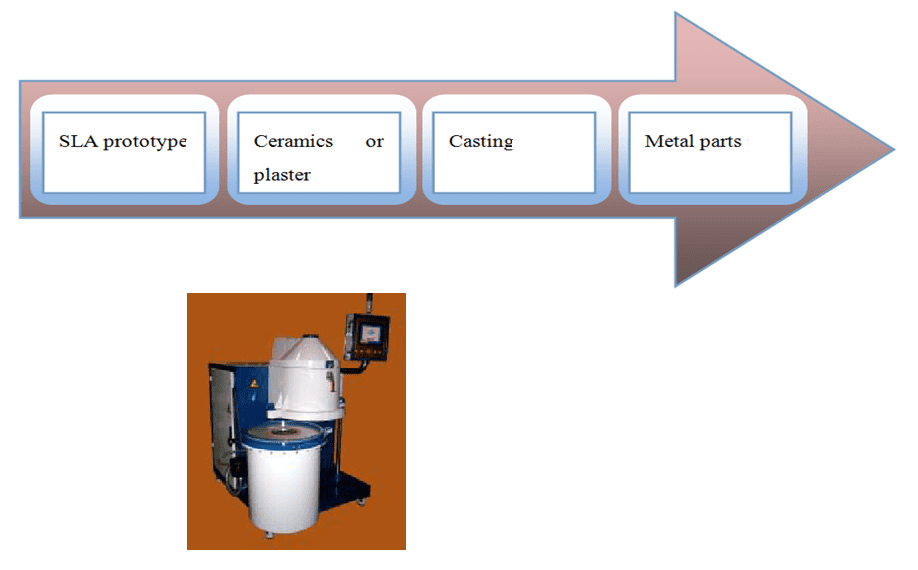
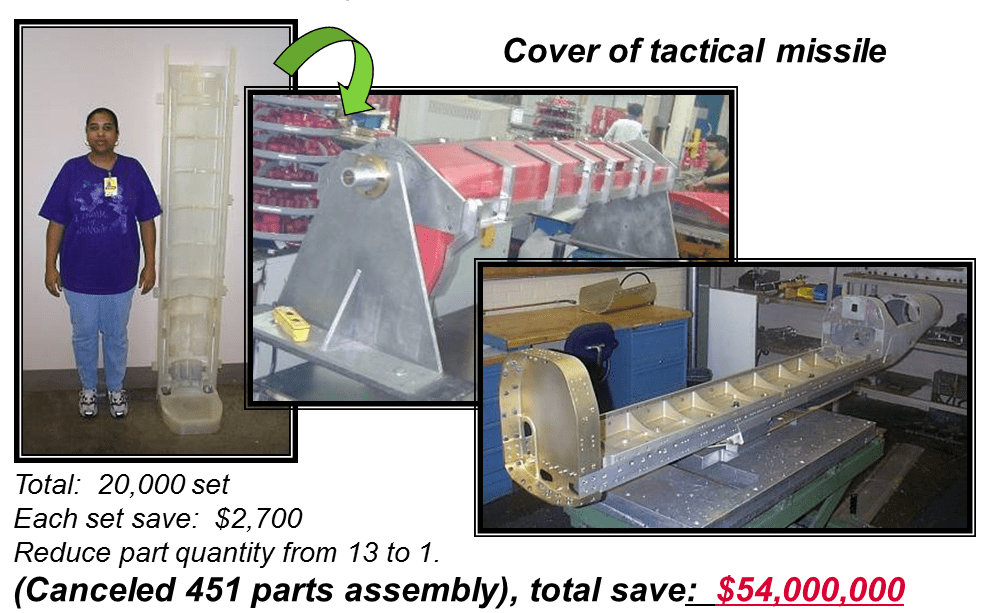
Kombinationen af 3D-printteknologi og traditionel støbeteknologi har resulteret i hurtig støbeteknologi. Grundprincippet er at bruge 3D-printteknologien til direkte eller indirekte at printe det tabte skum, polyethylenform, voksprøve, skabelon, form, kerne eller skal til støbning, og derefter kombinere den traditionelle støbeproces til hurtigt at støbe metaldele.
Kombinationen af 3D-printteknologi og støbeproces giver fuld udfoldelse af fordelene ved hurtig 3D-print, lave omkostninger, evnen til at fremstille komplekse dele og støbe enhver form for metal og påvirkes ikke af form og størrelse og lave omkostninger. Deres kombination kan bruges til at undgå svagheder, hvilket i høj grad forenkler og forkorter processen med langvarig design, modifikation, redesign til støbning.
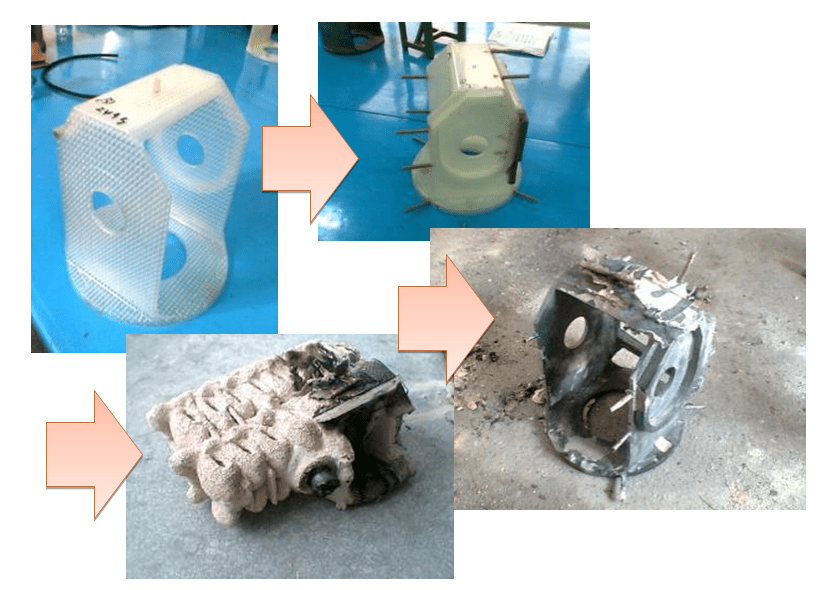
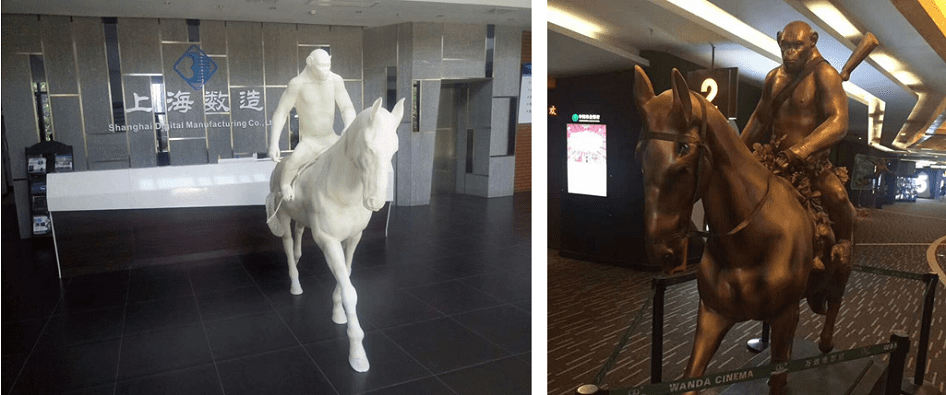
Investeringsstøbning
Investeringsstøbning refererer til en relativt ny metode til støbning af metal, også kendt som fuld støbning, fordampning og hulrumsfri støbning. Prototypen er lavet af skum (FOAMED PLASTIC) og er normalt ekspanderet polystyren. Den positive form fyldes med det støbede sand (FOVNDRY SAND) for at danne en form (MOLD), og det samme gælder for den negative form. Når det smeltede metal sprøjtes ind i formen (dvs. formen lavet af polystyren), fordamper skummet eller går tabt, hvilket efterlader den negative form af støbesandet fyldt med smeltet metal. Denne støbemetode blev senere vedtaget af billedhuggersamfundet og bruges nu i industriel fremstilling.
SL 3D printer anbefales
En SL 3D-printer i stor størrelse anbefales, såsom 3DSL-600Hi med byggevolumen på 600 *600*400 mm og større maskine med 3DSL-800Hi med byggevolumen på 800*600*550 mm.