Hyderst fleksibel, den kan producere alle 3D solide modeller af enhver kompleks struktur, og produktionsomkostningerne er næsten uafhængige af produktets kompleksitet.
CAD-model direkte kørsel, støbeprocessen er fuldstændig digital, der kræves ingen specielle armaturer eller værktøjer, og design og fremstilling (CAD/CAM) er meget integreret.
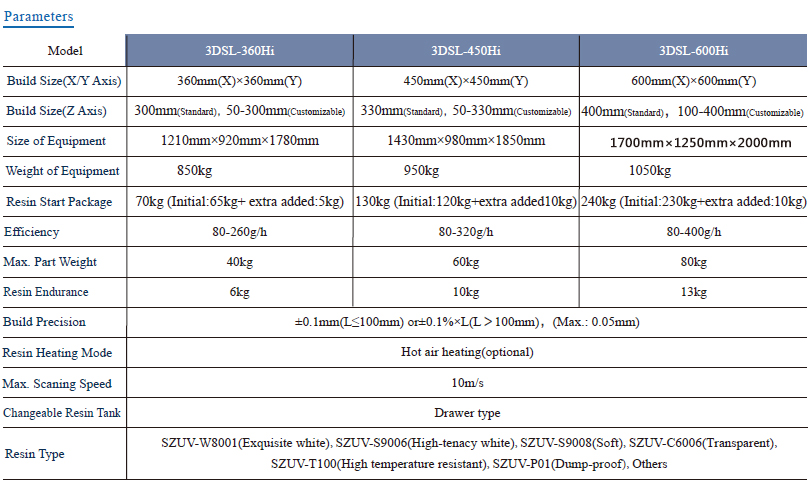
Hhøj nøjagtighed, ±0,1%
Hyderst reduktiv, i stand til at lave meget fine detaljer, tynde vægge
Mgammel overfladekvalitet er fremragende
Fast hastighed
Hstærkt automatiseret: processen er fuldt automatiseret, processen kræver ingen menneskelig indgriben, og udstyret kan være uden opsyn