Hje vysoce flexibilní, může vytvářet jakékoli 3D modely těles jakékoli složité struktury a výrobní náklady jsou téměř nezávislé na složitosti produktu.
CPřímé řízení modelu AD, proces formování je zcela digitální, nejsou vyžadovány žádné speciální přípravky nebo nástroje a design a výroba (CAD/CAM) jsou vysoce integrované.
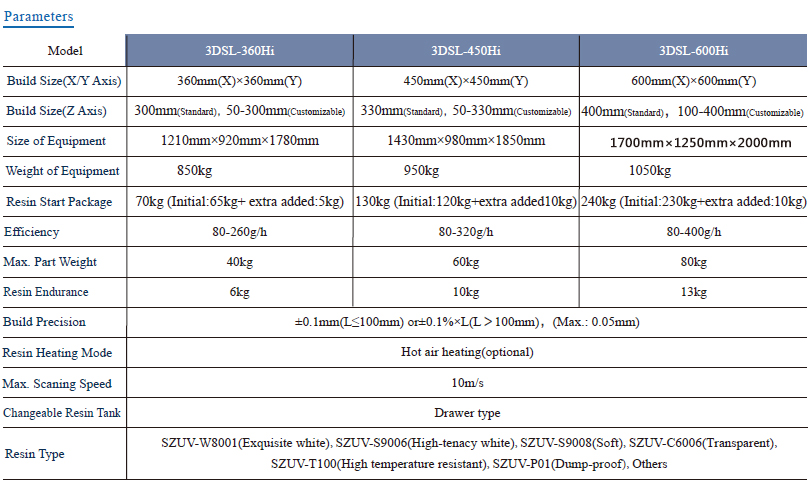
Hvysoká přesnost, ±0,1%
Hvysoce reduktivní, schopné dělat velmi jemné detaily, tenké stěny
Mstará kvalita povrchu je vynikající
Fast rychlost
Hvysoce automatizovaný: proces je plně automatizovaný, proces nevyžaduje žádný lidský zásah a zařízení může být bez dozoru