

Ang pag-imprenta sa 3D adunay usa ka dayag kaayo nga bentaha sa katulin sa gamay nga produksiyon sa batch ug sa pagpauswag sa pipila nga mga matang sa mga proyekto, sama sa automotive, aerospace, aviation, militar, tren, motorsiklo, barko, mekanikal nga kagamitan, bomba sa tubig, ug seramik, ug uban pa.
Ang lain-laing mga tradisyonal nga mga produkto sa paghulma nga lisud iprodyus mahimo na karon pinaagi sa 3D nga pag-imprenta sama sa 0.5mm nga mga blades sa turbine, lainlain nga internal nga makapabugnaw nga mga agianan sa lana, ug lainlaing mga istruktura nga komplikado nga mga casting.
Alang sa mga piraso sa art, lain-laing mga matang sa mga agup-op alang sa mass production mahimo usab nga kaylap nga gigamit.
Ang 3D nga pag-imprenta nagpausbaw sa incustry sa casting
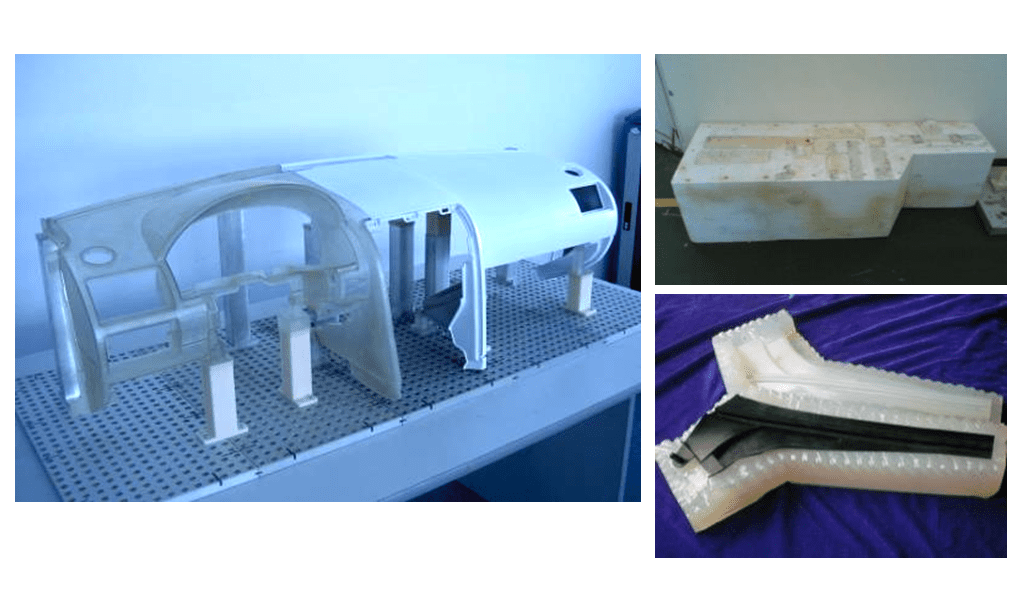
Vacuum Casting
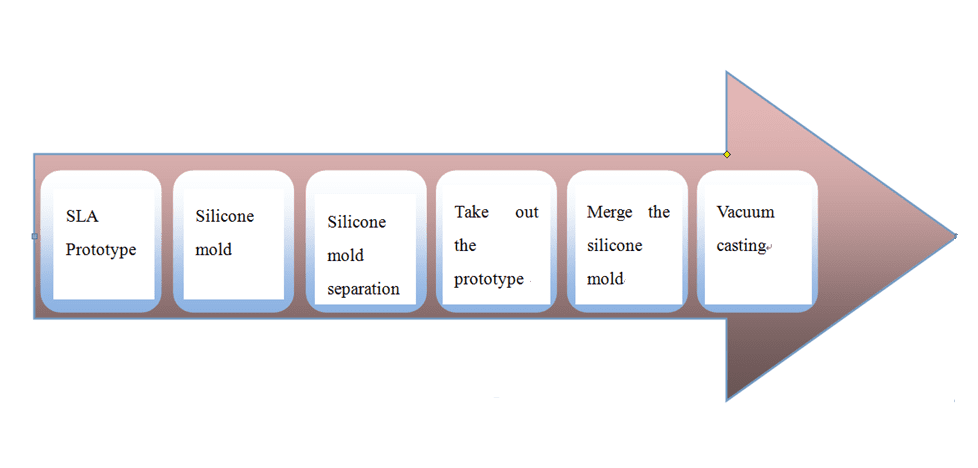
Pinasukad sa aplikasyon sa teknolohiya sa RP, ang bag-ong linya sa pagpalambo sa produkto, nga gigamit ang RTV silicon rubber molding ug vacuum casting, kaylap na karon nga gigamit sa natad sa awto, elektroniko ug medikal.

RIM: Ubos nga presyur nga reaksyon sa paghulma sa indeyksiyon (Epoxy molding)
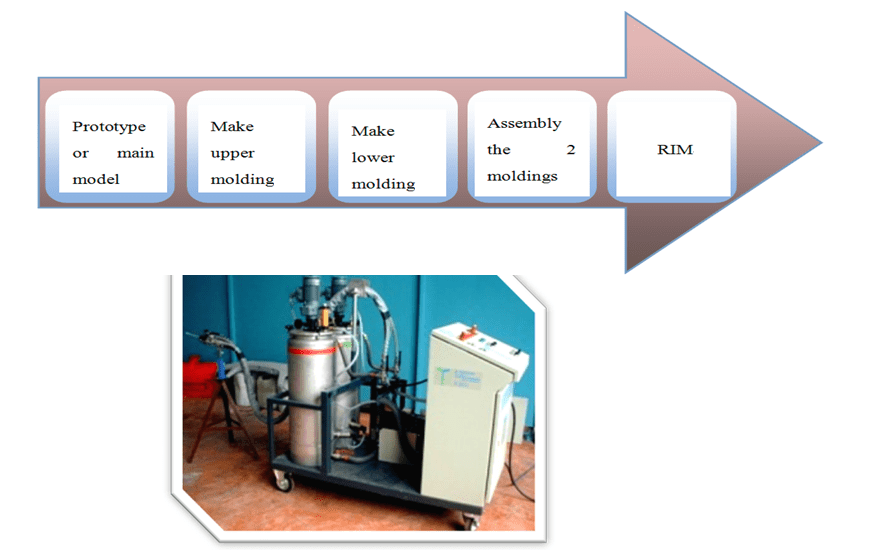
Ang RIM usa ka bag-ong proseso nga gigamit sa paghimo sa paspas nga paghulma. Kini usa ka sinagol nga duha ka sangkap nga polyurethane nga mga materyales, nga gi-injected sa usa ka paspas nga agup-op ubos sa normal nga temperatura ug ubos nga presyur ug naporma sa kemikal ug pisikal nga mga proseso sama sa polymerization, crosslinking ug solidification sa mga materyales.
Kini adunay mga bentaha sa taas nga kahusayan, mubo nga siklo sa produksiyon, yano nga proseso ug mubu nga gasto. Kini mao ang angay alang sa gagmay nga-scale pagsulay sa produksyon sa proseso sa pagpalambo sa produkto, ingon man sa gamay nga-volume produksyon, yano nga gambalay sa tabon ug sa produksyon sa dako nga baga nga paril ug dili patas baga nga mga produkto.
magamit nga mga agup-op: resin agup-op, ABS agup-op, aluminum subong agup-op
paghulma nga materyal: duha ka bahin nga polyurethane
materyal nga pisikal nga mga kabtangan: susama sa PP / ABS, ang produkto adunay anti-pagkatigulang, kusog nga resistensya sa epekto, taas nga lebel sa pagkaangay, dali nga pagkarga ug pagdiskarga
Ang prinsipyo sa pagtrabaho sa RIM low-pressure perfusion molding mao ang mosunod: ang pre-formed two-component (o multi-component) nga likido nga hilaw nga materyales gipakaon sa ulo sa pagsagol pinaagi sa usa ka metering pump sa usa ka piho nga ratio, ug unya padayon nga gibubo ngadto sa ang agup-op sa pagporma sa usa ka reaksyon solidification paghulma. Ang pag-adjust sa ratio makab-ot pinaagi sa pagbag-o sa katulin sa bomba, nga kontrolado sa kantidad sa pag-discharge sa yunit sa bomba ug oras sa pag-injection.

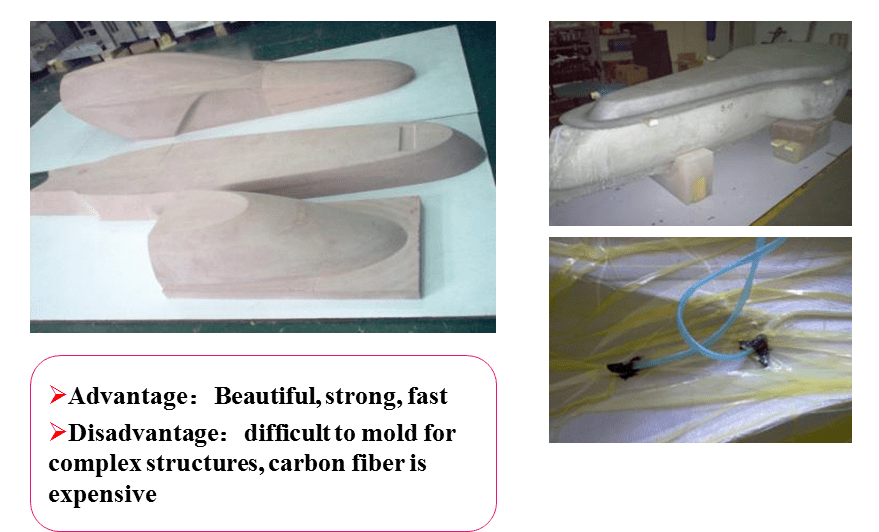
Carbon fiber / fiber reinforced plastics(FRP) vacuum introduction
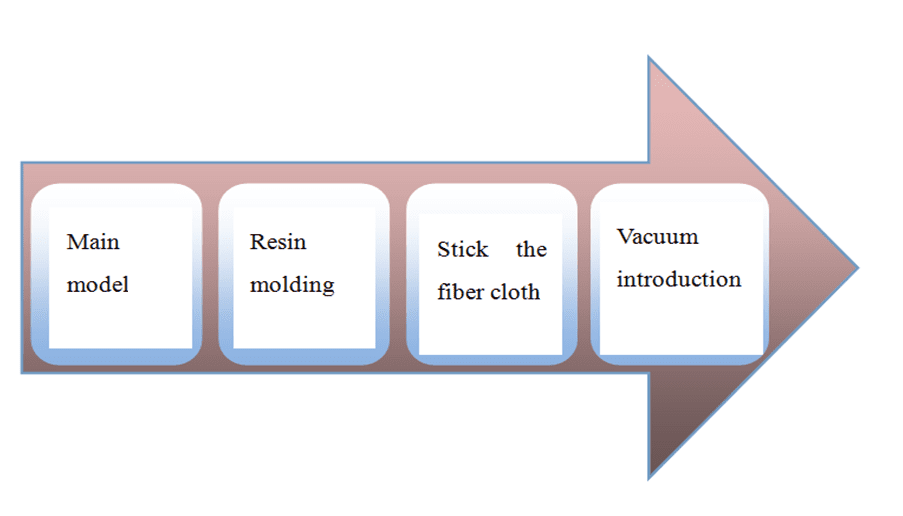
Ang sukaranan nga prinsipyo sa proseso sa pagpaila sa vacuum nagtumong sa pagbutang sa bildo nga lanot, bildo nga panapton nga panapton, nagkalain-laing mga pagsal-ot, pagpagawas sa panapton, resin permeable layer, pagbutang sa resin pipeline ug pagtabon sa naylon (o goma, sa naayo nga gel coat layer). Silicone) flexible film (ie vacuum bag), ang pelikula ug ang periphery sa lungag hugot nga gisilyohan.
Ang lungag gibakwit ug ang resin gi-inject sa lungag. Usa ka proseso sa pag-umol diin ang usa ka resin gi-impregnated sa usa ka resin pipe ug usa ka fiber surface ubos sa vacuum aron impregnate ang fiber bundle sa temperatura sa lawak o ubos sa pagpainit.
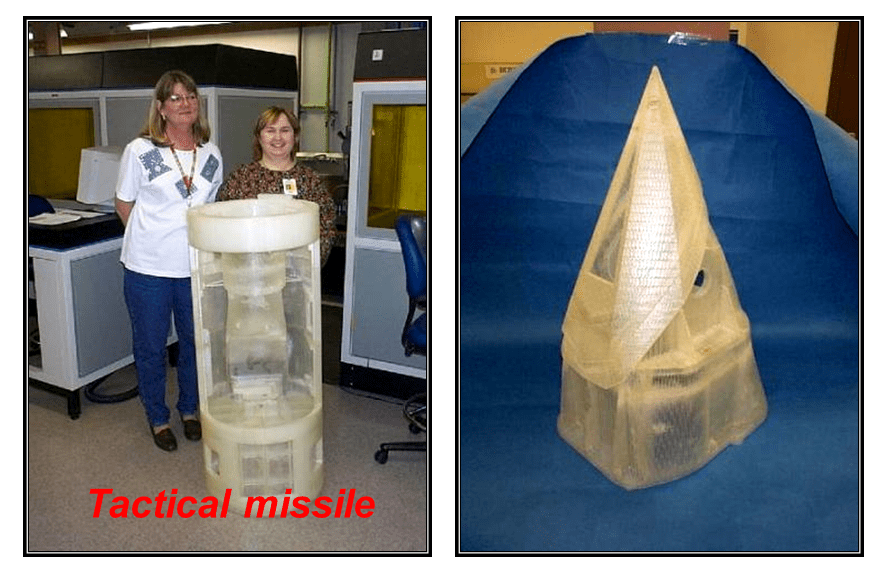
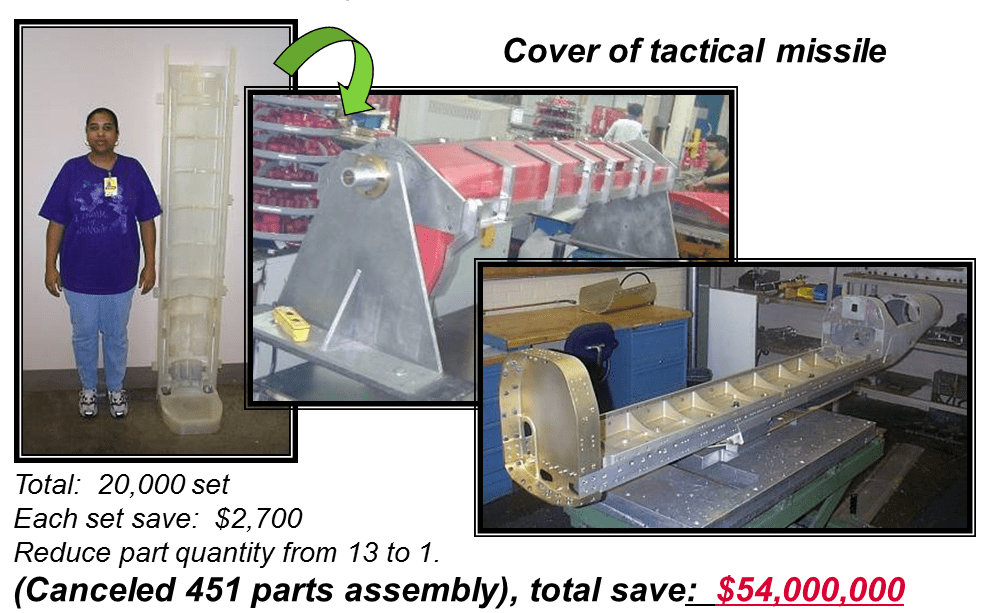
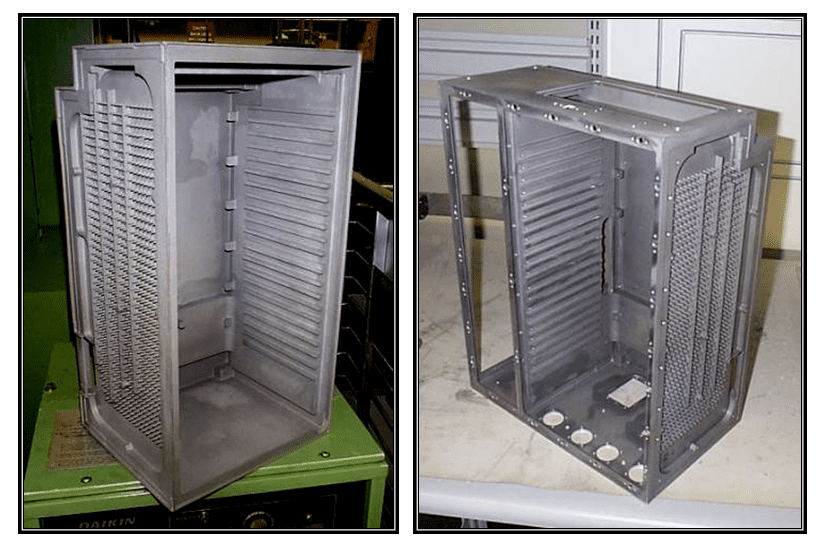
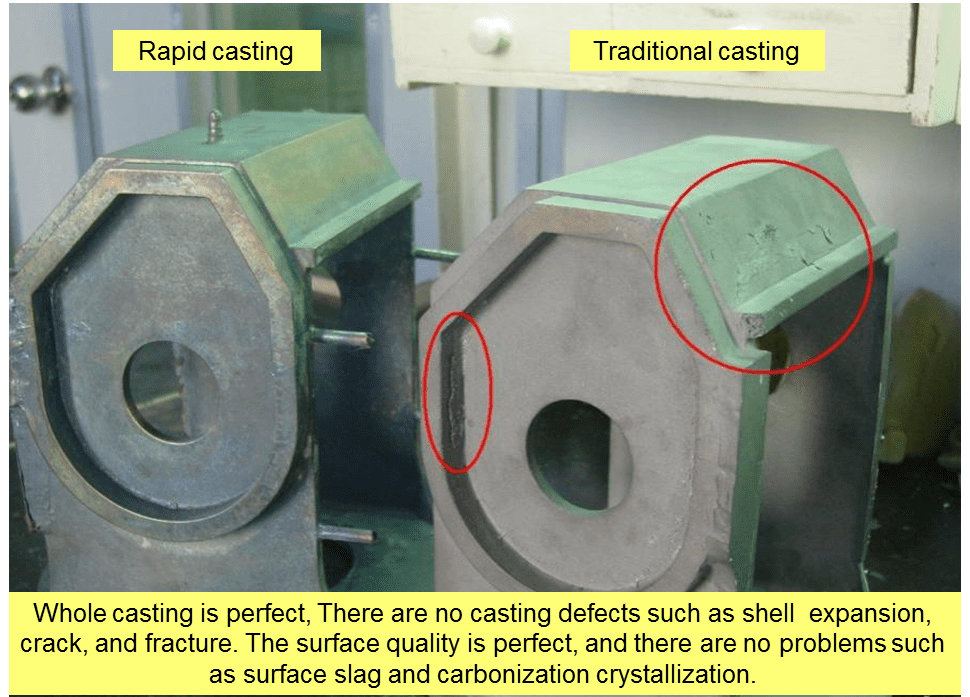
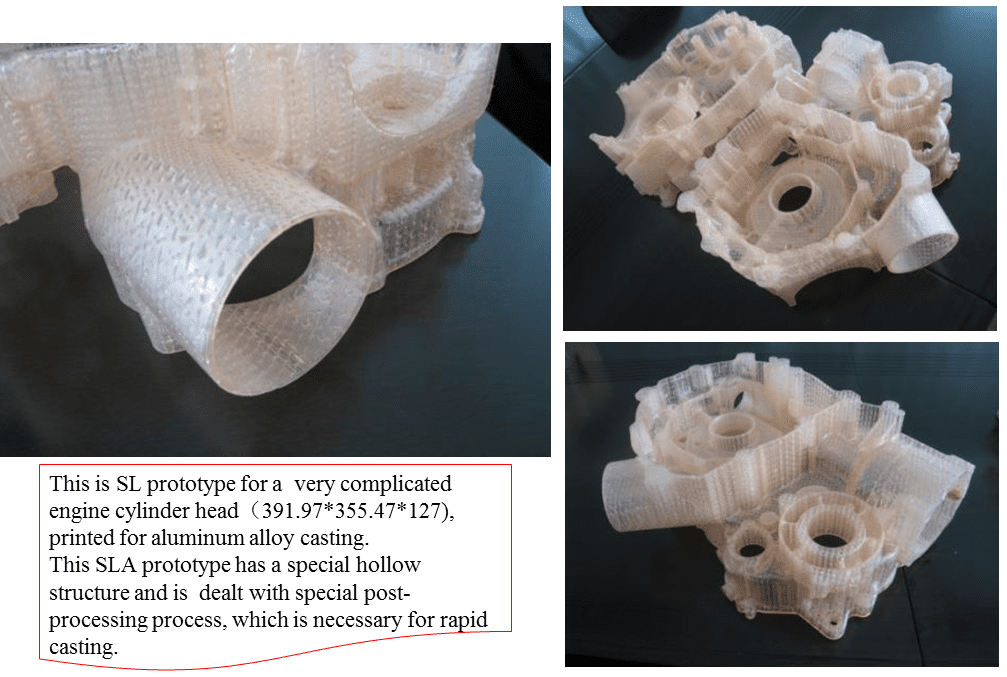
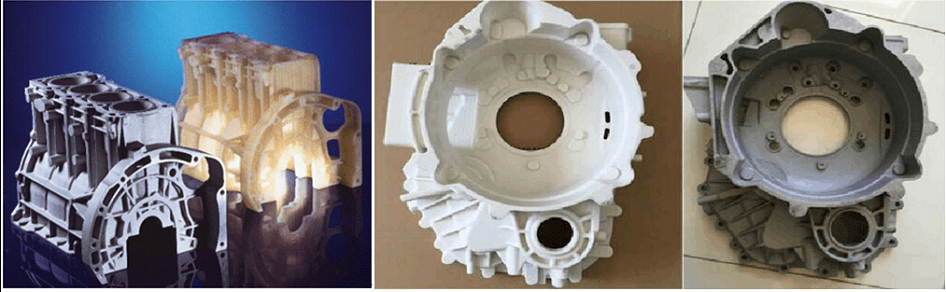
Paspas nga casting
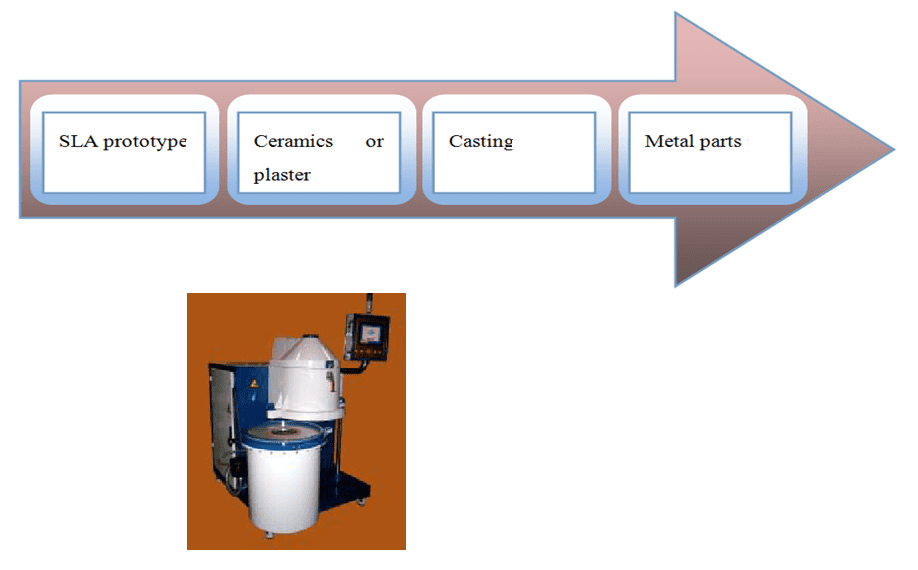
Ang kombinasyon sa 3D printing technology ug tradisyonal nga casting technology miresulta sa paspas nga casting technology. Ang sukaranan nga prinsipyo mao ang paggamit sa teknolohiya sa pag-imprenta sa 3D sa direkta o dili direkta nga pag-imprinta sa nawala nga foam, polyethylene mold, wax sample, template, agup-op, kinauyokan o kabhang alang sa paghulma, ug dayon paghiusa sa tradisyonal nga proseso sa paghulma aron dali nga makahulog sa mga bahin sa metal.
Ang kombinasyon sa teknolohiya sa pag-imprenta sa 3D ug proseso sa paghulma naghatag og bug-os nga dula sa mga bentaha sa paspas nga pag-imprenta sa 3D, ubos nga gasto, ang abilidad sa paghimo sa komplikadong mga bahin ug paglabay sa bisan unsang matang sa metal, ug dili apektado sa porma ug gidak-on, ug ubos nga gasto. Ang ilang kombinasyon mahimong magamit aron malikayan ang mga kahuyang, labi nga pagpayano ug pagpamubo sa proseso sa taas nga disenyo, pagbag-o, pagdesinyo pag-usab sa paghulma.
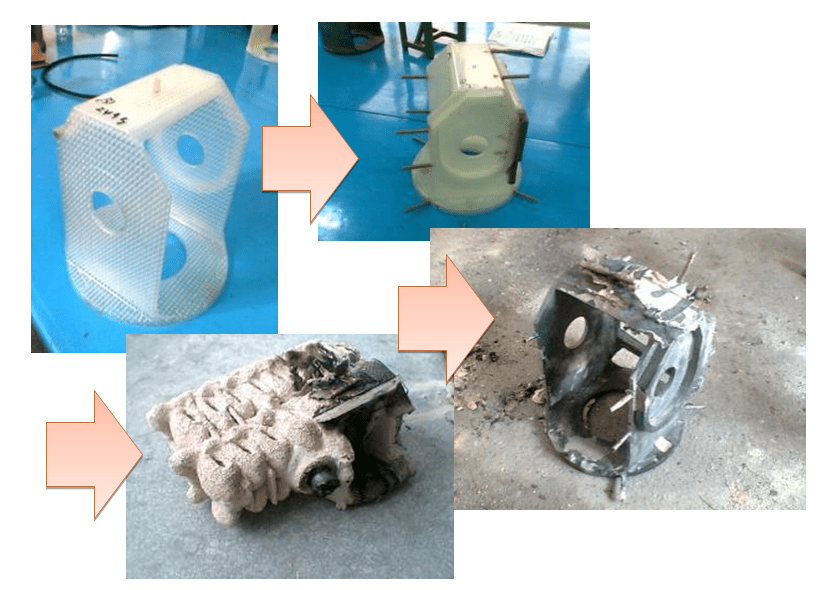
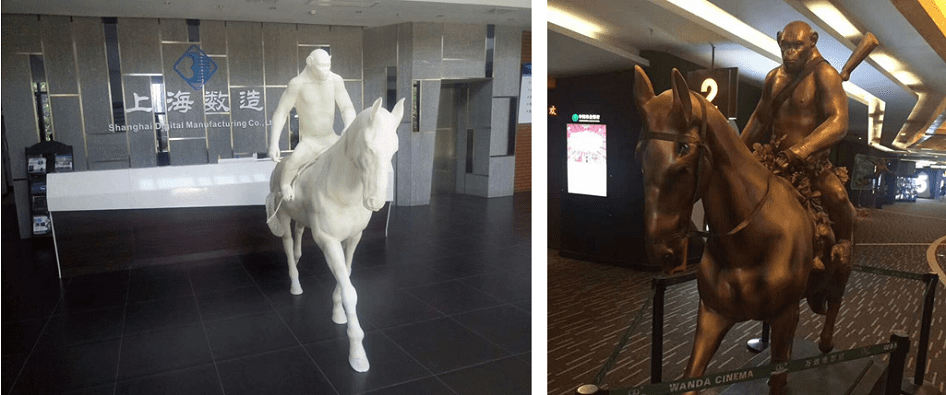
Pagbutang sa puhunan
Ang paghulma sa pamuhunan nagtumong sa usa ka bag-o nga pamaagi sa paghulma sa metal, nailhan usab nga bug-os nga agup-op, pag-alisngaw, ug paghulma nga walay lungag. Ang prototype ginama sa foam (FOAMED PLASTIC) ug kasagaran gipalapdan nga polystyrene. Ang positibo nga agup-op napuno sa cast balas (FOVNDRY SAND) aron maporma ang usa ka agup-op (MOLD), ug mao usab ang tinuod alang sa negatibo nga agup-op. Sa diha nga ang tinunaw nga metal i-inject sa agup-op (ie, ang agup-op nga hinimo sa polystyrene), ang foam moalisngaw o mawala, nga magbilin sa negatibo nga agup-op sa foundry sand nga napuno sa tinunaw nga metal. Kini nga paagi sa paghulma sa ulahi gisagop sa komunidad sa mga iskultor ug karon gigamit sa paghimo sa industriya.
Girekomenda ang SL 3D printer
Girekomenda ang dako nga gidak-on sa SL 3D printer, sama sa 3DSL-600Hi nga adunay build volume nga 600 *600*400 mm ug mas dako nga makina sa 3DSL-800Hi nga adunay build volume nga 800*600*550mm.