

Uvođenje RP tehnologije
Rapid Prototyping (RP) je nova proizvodna tehnologija koja je prvi put predstavljena iz Sjedinjenih Država kasnih 1980-ih. On integriše savremena naučna i tehnološka dostignuća kao što su CAD tehnologija, tehnologija numeričkog upravljanja, laserska tehnologija i tehnologija materijala, i važan je deo napredne tehnologije proizvodnje. Za razliku od tradicionalnih metoda rezanja, brza izrada prototipa koristi mehanizam za formiranje u kojem se slojeviti materijali nadograđuju kako bi se obradio prototip trodimenzionalnog dijela. Prvo, softver za nanošenje slojeva reže CAD geometriju dijela prema određenoj debljini sloja i dobiva niz informacija o konturi. Glava za formiranje brze mašine za izradu prototipova kontroliše se kontrolnim sistemom prema dvodimenzionalnim informacijama o konturi. Stvrdnuti ili izrezani da formiraju tanke slojeve različitih presjeka i automatski preklapaju u trodimenzionalne entitete


Aditivna proizvodnja
Za razliku od tradicionalne reduktivne proizvodnje, RP koristi sloj po sloj metodu akumulacije materijala za obradu čvrstih modela, pa se naziva i aditivna proizvodnja (AM) ili tehnologija slojevite proizvodnje (LMT).
Karakteristike RP tehnike
Hvrlo fleksibilan, može proizvesti bilo koje 3D čvrste modele bilo koje složene strukture, a cijena proizvodnje je gotovo neovisna o složenosti proizvoda.
CAD model direktna vožnja, proces oblikovanja je potpuno digitalan, nisu potrebni posebni uređaji ili alati, a dizajn i proizvodnja (CAD/CAM) su visoko integrirani.
Hvisoka tačnost, ±0,1%
Hjako reduktivan, sposoban za izradu vrlo finih detalja, tankih zidova
Mkvalitet stare površine je odličan
Fast speed
Hu velikoj mjeri automatiziran: proces je potpuno automatiziran, proces ne zahtijeva ljudsku intervenciju, a oprema može biti bez nadzora
Primjena RP tehnologije
RP tehnologija se široko koristi u oblastima:
Modeli (konceptualizacija i prezentacija):
Industrijski dizajn, brz pristup konceptualnim proizvodima, restauracija dizajnerskih koncepata, izložba itd.
Prototipovi (dizajn, analiza, verifikacija i testiranje):
Verifikacija i analiza dizajna, ponovljivost i optimizacija dizajna itd.
Uzorci/dijelovi (sekundarne operacije oblikovanja i livenja i proizvodnja u malim serijama):
Vakuumsko ubrizgavanje (silikonski kalup), ubrizgavanje niskog pritiska (RIM, epoksidni kalup) itd.


Proces primjene RP
Proces aplikacije može početi ili od objekta, 2D crteža ili samo od ideje. Ako je dostupan samo objekt, prvi korak je skeniranje objekta da biste dobili CAD podatke, prelazak na proces revese inženjeringa ili samo dopunu ili modifikaciju i zatim započinjanje RP procesa.
Ukoliko postoje 2D crteži ili ideja, potrebno je prijeći na proceduru 3D modeliranja uz pomoć posebnog softvera, a zatim prijeći na proces 3D štampanja.
Nakon RP procesa, možete dobiti solidni model za funkcionalni test, test montaže ili preći na druge procedure za livenje prema stvarnim potrebama klijenata.
Uvođenje SL tehnologije
Domaći naziv je stereolitografija, poznata i kao brza izrada prototipa laserskog očvršćavanja. Princip je: laser se fokusira na površinu tekuće fotoosjetljive smole i skenira u skladu s oblikom poprečnog presjeka dijela, tako da se selektivno stvrdnjava, od tačke do linije do površine, kako bi se završilo očvršćavanje jednog sloja, a zatim se platforma za podizanje spušta za jedan sloj debljine i ponovo premazuje novim slojem smole i laserom očvršćava dok se ne formira cijeli čvrsti model.

Prednost SL 3D štampača SHDM
Hvisoka efikasnost i maksimalna brzina koju može postići400g/ha produktivnost u 24 sata može doseći 10 kg.
Lvelike količine izrade, dostupne veličine su360*360*300(mm),600*600*400(mm),800*800*550(mm),1600*800*550(mm), i druge prilagođene volumene izrade.
MAterial performanse su jeftine i veoma poboljšane u aspektima čvrstoće, izdržljivosti i otpornosti na visoke temperature, pogodne za inženjerske primene.
Oočito poboljšana u preciznosti veličine i stabilnosti.
Mviše dijelova može se istovremeno tretirati u upravljačkom softveru i postoji savršena funkcija samosastavljanja dijelova.
Spogodan za proizvodnju malih serija.
Ujedinstvena tehnologija gnijezda rezervoara smole različite zapremine, može se štampati 1 kg smole, što je posebno pogodno za istraživanje i razvoj.
Rizmjenjivi rezervoar smole, različite smole se mogu lako mijenjati.
搜索
复制

Zamjenjivi rezervoar smole
Samo izvucite i ugurajte, možete odštampati drugu smolu.
Rezervoar za smolu serije 3DSL je promenljiv (osim 3DSL-800). Za 3DSL-360 štampač, rezervoar smole je u režimu fioke, prilikom zamene rezervoara smole potrebno je spustiti rezervoar smole na dno i podići dva bravica, te izvući rezervoar smole. Sipajte novu smolu nakon što ste dobro očistili rezervoar za smolu, a zatim podignite brave i gurnite rezervoar smole u štampač i dobro zaključajte.
3DSL 600 je sa istim sistemom rezervoara smole. Ispod rezervoara za smolu nalaze se 4 držača za lakše izvlačenje i guranje.
搜索
复制
Optički sistem - Snažan čvrsti laser
3DSL serija SL 3D štampača usvaja visokomoćni čvrsti laserski uređaj3Wa kontinuirana izlazna talasna dužina je 355nm. Izlazna snaga je 200mw-350mw, vazdušno i vodeno hlađenje su opcioni.
(1). Laserski uređaj
(2). Reflektor 1
(3). Reflektor 2
(4). Beam Expander
(5). Galvanometar

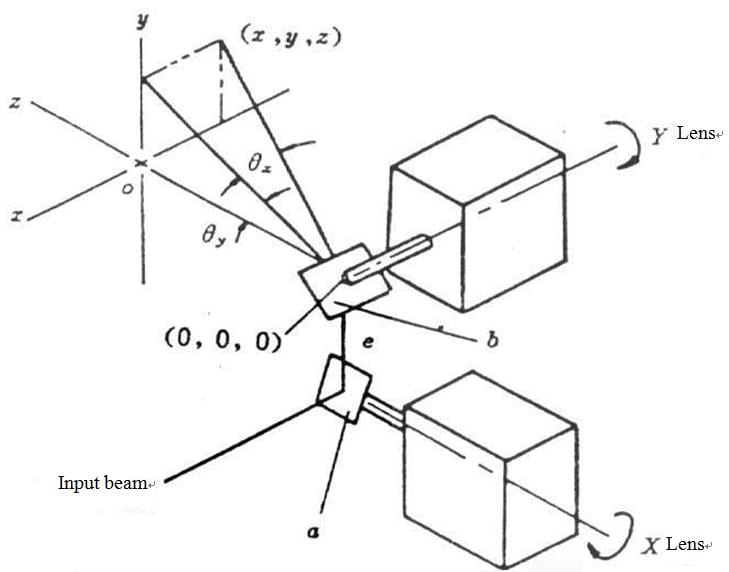
Galvanometar visoke efikasnosti
Maksimalna brzina skeniranja:10000mm/s
Galvanometar je poseban ljuljački motor, njegova osnovna teorija je ista kao kod mjerača struje, kada određena struja prođe kroz zavojnicu, rotor će divergirati pod određenim uglom, a ugao otklona je proporcionalan struji. Dakle, galvanometar se naziva i galvanometarski skener. Dva vertikalno postavljena galvanometra formiraju dva pravca skeniranja X i Y.
Blok motora za testiranje produktivnosti automobila
Dio za testiranje je blok motora automobila, veličina dijela: 165mm×123mm×98.6mm
Zapremina dijela: 416cm³, Štampa 12 komada istovremeno
Ukupna težina je oko 6500g, Debljina: 0,1 mm, Brzina nanošenja: 50 mm/s,
Potrebno je 23 sata da se završi,prosječno 282g/h


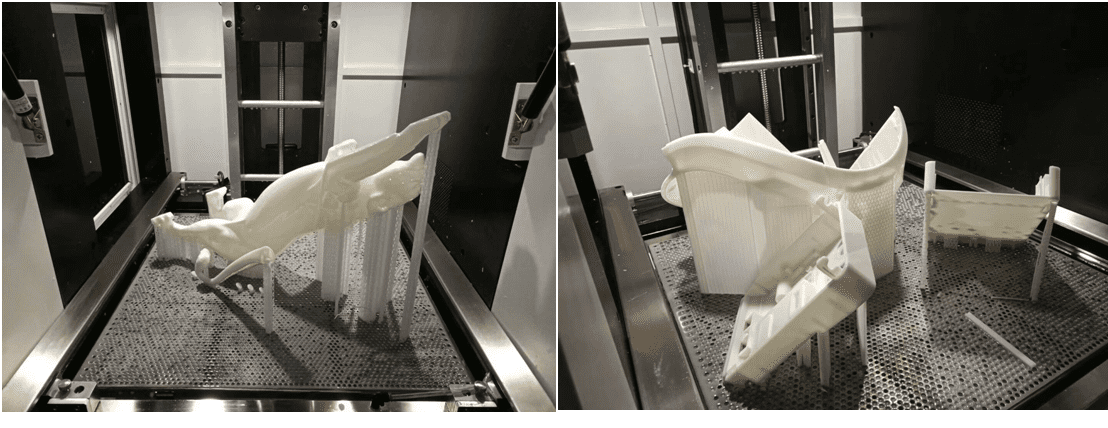
Test produktivnosti - đonovi za cipele
SL 3D printer: 3DSL-600
Štampajte 26 đonova cipela istovremeno.
Potrebno je 24 sata da se završi
Prosječno 55 minza jedan đon cipele
搜索
复制
Preuzmite brošuru
Područja primjene






Obrazovanje
Brzi prototipovi
Automobile
Casting
Art Design
Medicinski
Vrijeme objave: Jan-23-2024