

3D-друк мае відавочную перавагу ў хуткасці ў дробнасерыйнай вытворчасці і пры распрацоўцы пэўных тыпаў праектаў, такіх як аўтамабільная, аэракасмічная, авіяцыйная, ваенная прамысловасць, цягнікі, матацыклы, караблі, механічнае абсталяванне, вадзяныя помпы, кераміка і г.д.
Мноства традыцыйных вырабаў для ліцця, якія цяжка вырабіць, цяпер можна вырабляць з дапамогай 3D-друку, такіх як лопасці турбіны дыяметрам 0,5 мм, розныя каналы ўнутранага астуджэння алею і розныя канструктыўна складаныя адліўкі.
Для твораў мастацтва можна таксама шырока выкарыстоўваць розныя віды формаў для масавай вытворчасці.
3D-друк спрыяе развіццю ліцця ў індустрыі
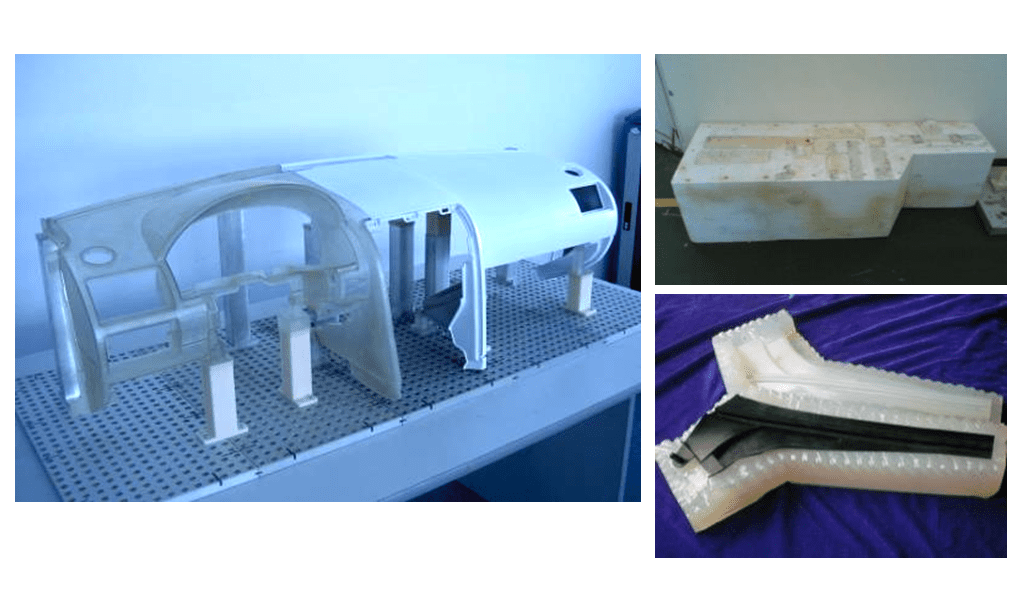
Вакуумнае ліццё
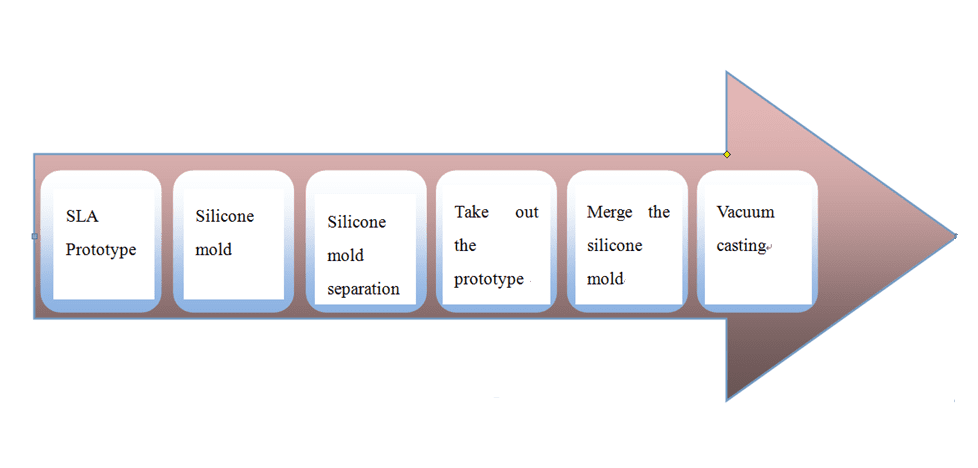
Заснаваная на прымяненні тэхналогіі RP, новая лінія распрацоўкі прадуктаў, якая выкарыстоўвала ліццё з сіліконавай гумы RTV і вакуумнае ліццё, цяпер шырока прымяняецца ў аўтамабільнай, электроннай і медыцынскай галінах.

RIM: рэакцыйнае ліццё пад нізкім ціскам (эпаксіднае ліццё)
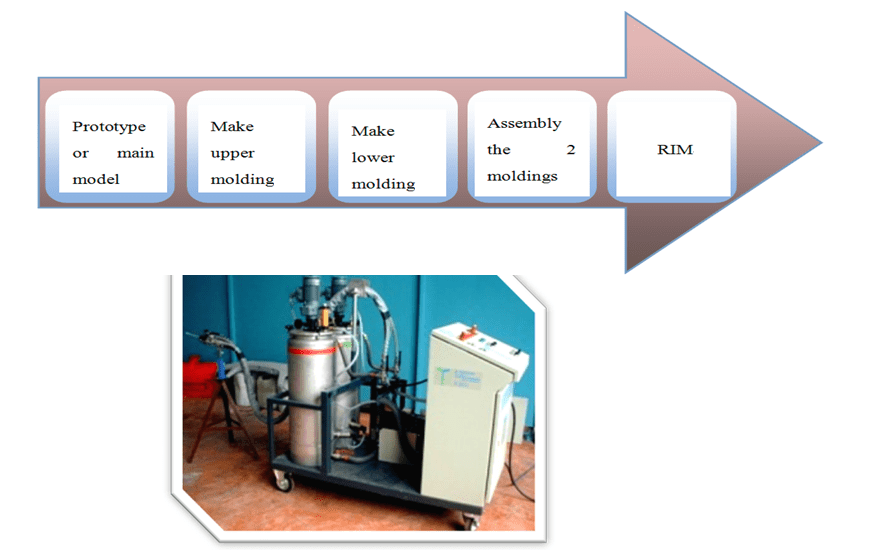
RIM - гэта новы працэс, які ўжываецца для вытворчасці хуткага фармовачнай формы. Гэта сумесь двухкампанентных паліурэтанавых матэрыялаў, якія ўпырскваюць у хуткасную форму пры звычайнай тэмпературы і нізкім ціску і ўтвараюцца ў выніку хімічных і фізічных працэсаў, такіх як полімерызацыя, сшыванне і зацвярдзенне матэрыялаў.
Ён мае такія перавагі, як высокая эфектыўнасць, кароткі вытворчы цыкл, просты працэс і нізкі кошт. Ён падыходзіць для дробнасерыйнай пробнай вытворчасці ў працэсе распрацоўкі прадукту, а таксама для вытворчасці невялікіх аб'ёмаў, простай структуры вечка і вытворчасці буйных таўстасценных і няроўных таўстасценных вырабаў.
прыдатныя формы: форма са смалы, форма з АБС, форма з алюмініевага сплаву
матэрыял адліўкі: двухкампанентны паліурэтана
фізічныя ўласцівасці матэрыялу: падобны на PP / ABS, прадукт мае анты-старэнне, моцную ўдаратрываласць, высокую ступень прылеганія, лёгкую загрузку і разгрузку
Прынцып працы перфузійнага фармавання пад нізкім ціскам RIM заключаецца ў наступным: папярэдне сфарміраваная двухкампанентная (або шматкампанентная) вадкая сыравіна падаецца ў змяшальную галоўку праз дазавальны помпа ў пэўным суадносінах, а затым бесперапынна заліваецца ў формы для фарміравання рэакцыі зацвярдзення ліцця. Рэгуляванне каэфіцыента дасягаецца змяненнем хуткасці помпы, якая кантралюецца адзінкавым аб'ёмам выпуску помпы і часам упырску.

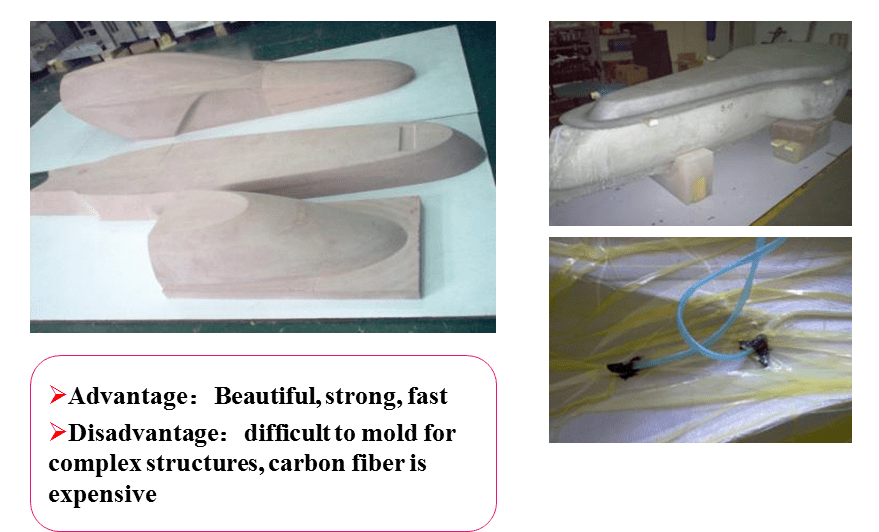
Увядзенне вакууму з вугляроднага валакна / армаванага валакном пластыка (FRP).
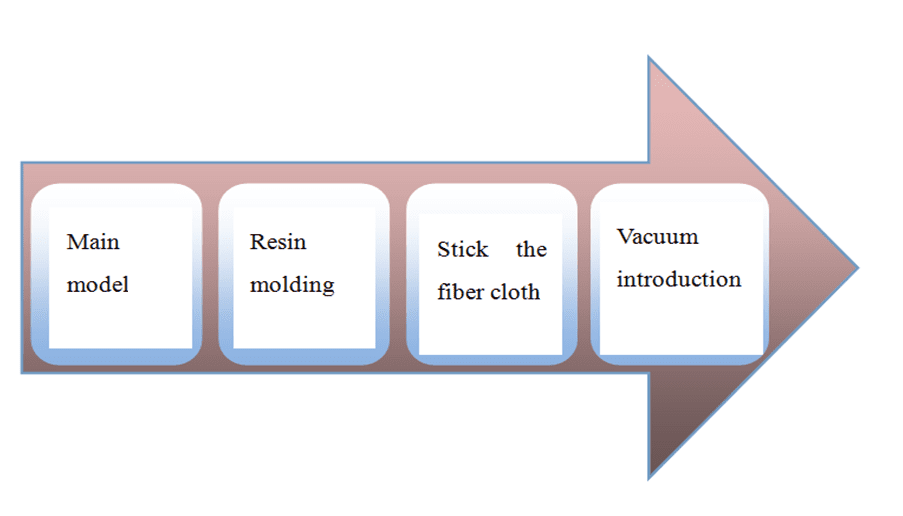
Асноўны прынцып працэсу ўвядзення вакууму адносіцца да кладкі шкловалакна, шклотканіны, розных уставак, аддзяляльнай тканіны, пласта, пранікальнага для смалы, кладкі трубаправода для смалы і пакрыцця нейлону (або гумы, на пласт зацвярдзелага гелевага пакрыцця). Сіліконавая) гнуткая плёнка (напрыклад, вакуумны пакет), плёнка і перыферыя паражніны шчыльна запячатаны.
Паражніну эвакуіруюць, і смала ўводзіцца ў паражніну. Працэс фармавання, пры якім смала насычаецца ўздоўж трубы са смалой і паверхні валакна пад вакуумам для насычэння пучка валокнаў пры пакаёвай тэмпературы або пры награванні.
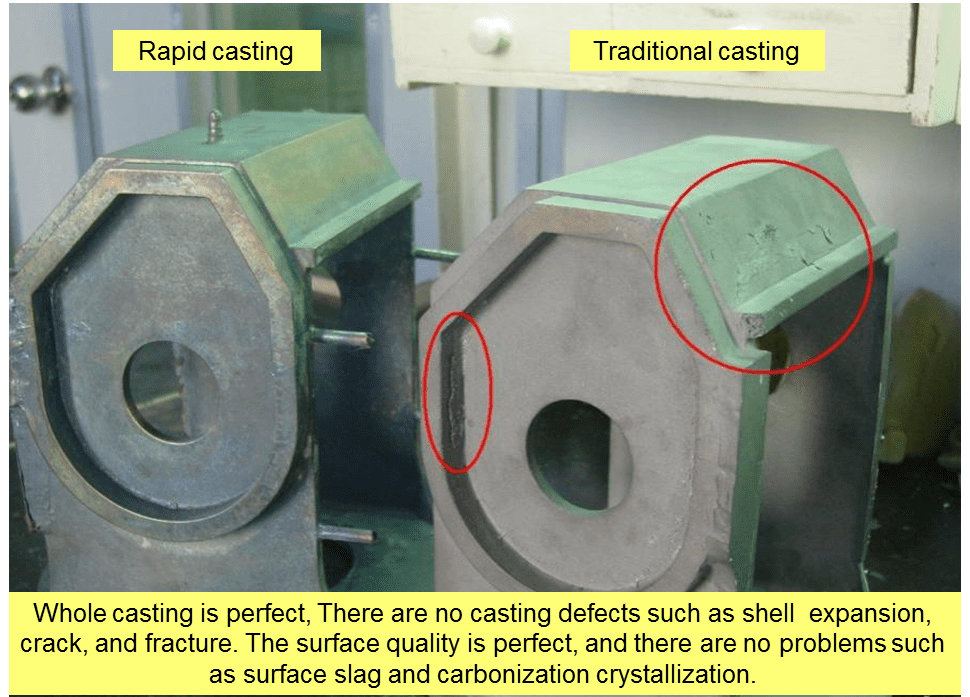
Хуткі закід
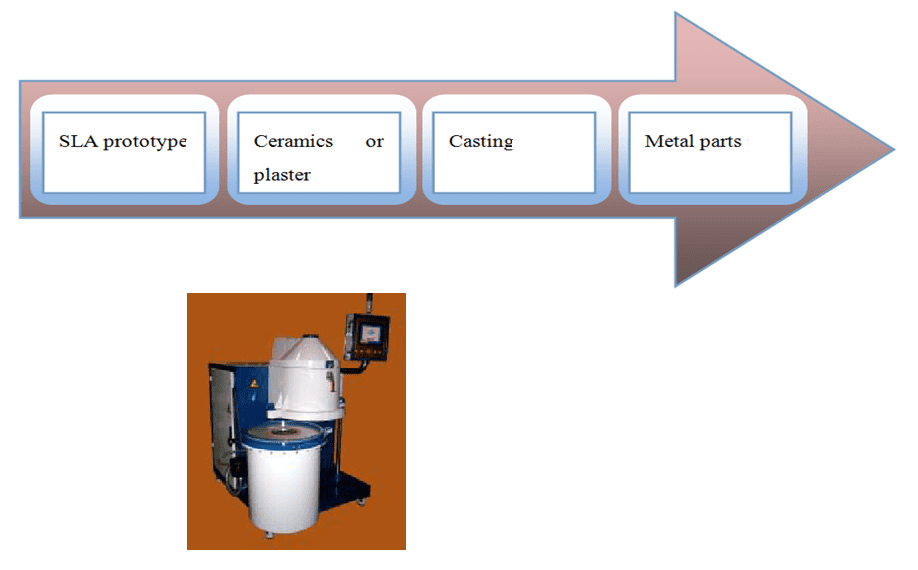
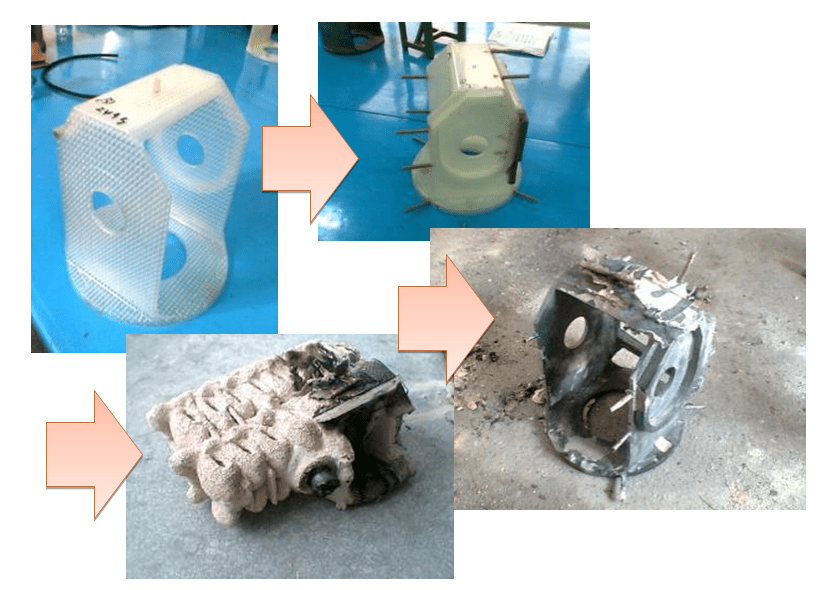
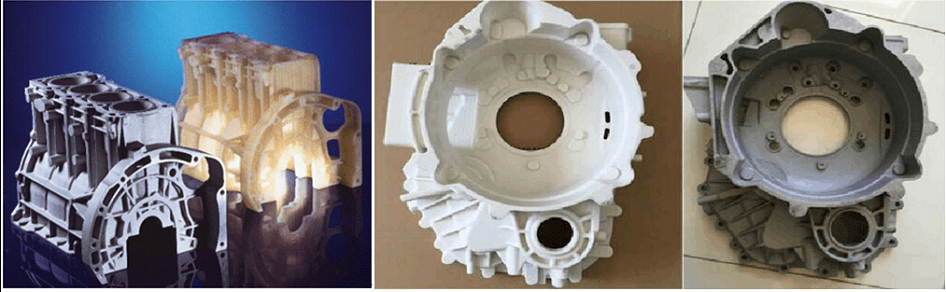
Спалучэнне тэхналогіі 3D-друку і традыцыйнай тэхналогіі ліцця прывяло да тэхналогіі хуткага ліцця. Асноўны прынцып заключаецца ў выкарыстанні тэхналогіі 3D-друку для прамога або ўскоснага друку пенапласту, формы з поліэтылену, узору воску, шаблону, формы, стрыжня або абалонкі для адліўкі, а затым аб'яднаць традыцыйны працэс ліцця для хуткага адліцця металічных дэталяў.
Спалучэнне тэхналогіі 3D-друку і працэсу ліцця дазваляе ў поўнай меры раскрыць перавагі хуткага 3D-друку, нізкага кошту, магчымасці вырабляць складаныя дэталі і адліваць любы від металу, не ўплываць на форму і памер, а таксама нізкі кошт. Іх камбінацыя можа быць выкарыстана, каб пазбегнуць слабых месцаў, значна спрашчаючы і скарачаючы працэс працяглага праектавання, мадыфікацыі, рэканструкцыі да фармоўкі.
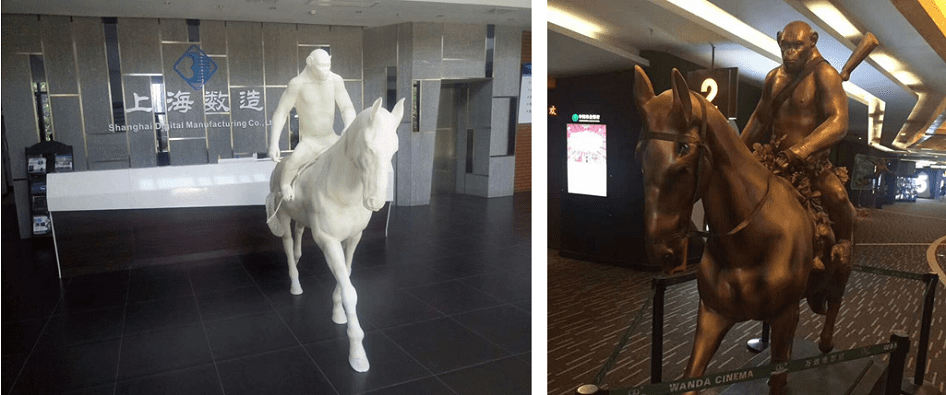
Ліццё па выплавляемых мадэлях
Ліццё па выплавляемым мадэлям адносіцца да адносна новага метаду ліцця металу, таксама вядомага як поўная форма, выпарванне і ліццё без паражнін. Прататып выраблены з пенапласту (пенапласту) і звычайна пенаполістырол. Пазітыўная форма запаўняецца літым пяском (FOVNDRY SAND), каб сфармаваць форму (MOLD), тое ж самае справядліва і для негатыўнай формы. Калі расплаўлены метал уводзіцца ў форму (г.зн. форму з полістыролу), пенапласт выпараецца або губляецца, у выніку чаго адмоўная форма ліцейнага пяску напоўнена расплаўленым металам. Гэты метад ліцця пазней быў пераняты скульптарскай супольнасцю і цяпер выкарыстоўваецца ў прамысловай вытворчасці.
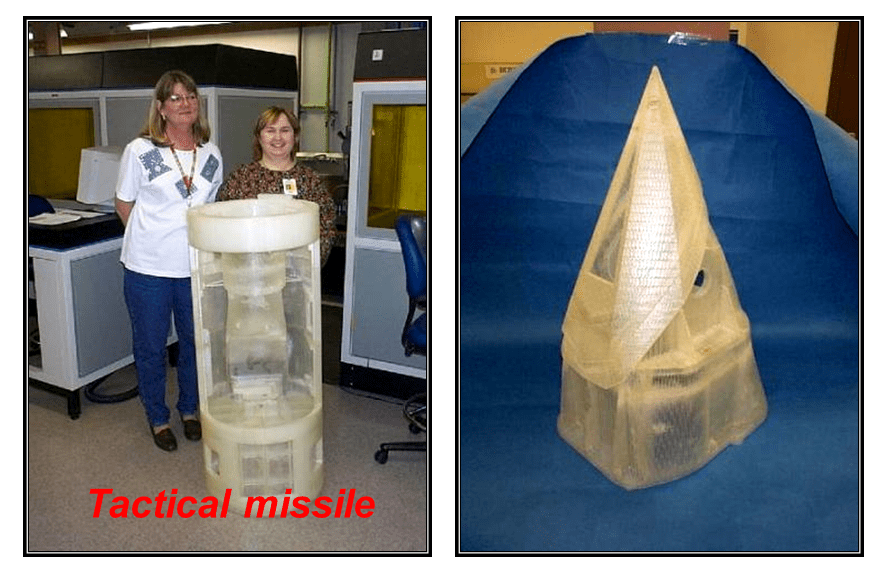
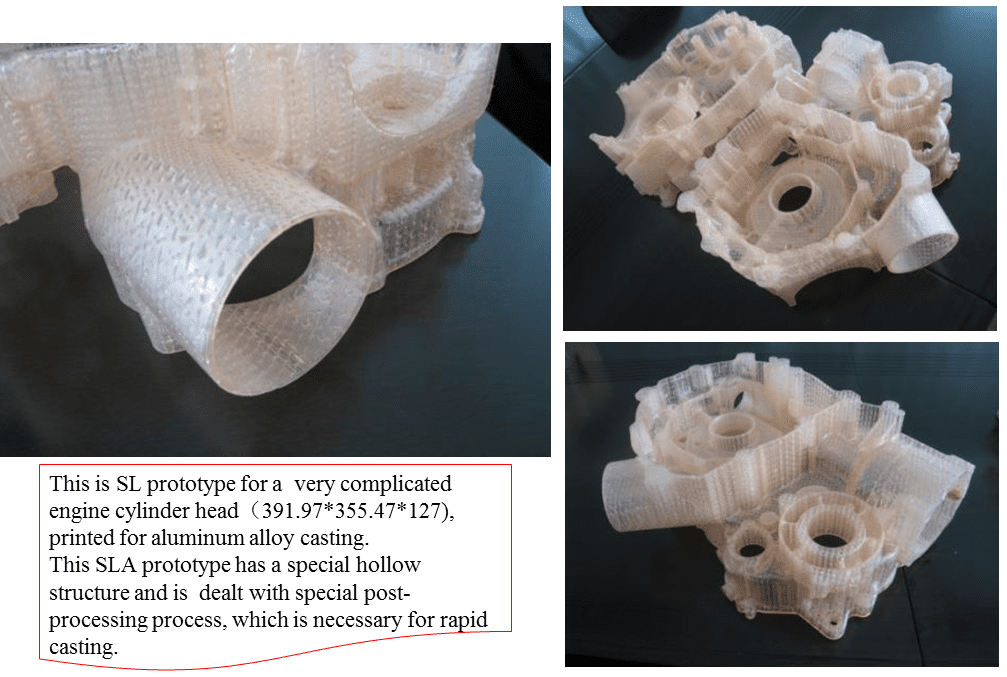
Рэкамендуецца 3D-прынтэр SL
Рэкамендуецца 3D-прынтар SL вялікага памеру, напрыклад 3DSL-600Hi з убудаваным аб'ёмам 600 *600*400 мм і машына большага памеру 3DSL-800Hi з убудаваным аб'ёмам 800*600*550 мм.