Hвельмі гнуткі, ён можа вырабляць любыя 3D-цвёрдыя мадэлі любой складанай структуры, а кошт вытворчасці практычна не залежыць ад складанасці прадукту.
CМадэль AD з прамым кіраваннем, працэс фармавання цалкам лічбавы, не патрабуецца ніякіх спецыяльных прыстасаванняў або інструментаў, а праектаванне і вытворчасць (CAD/CAM) цесна інтэграваныя.
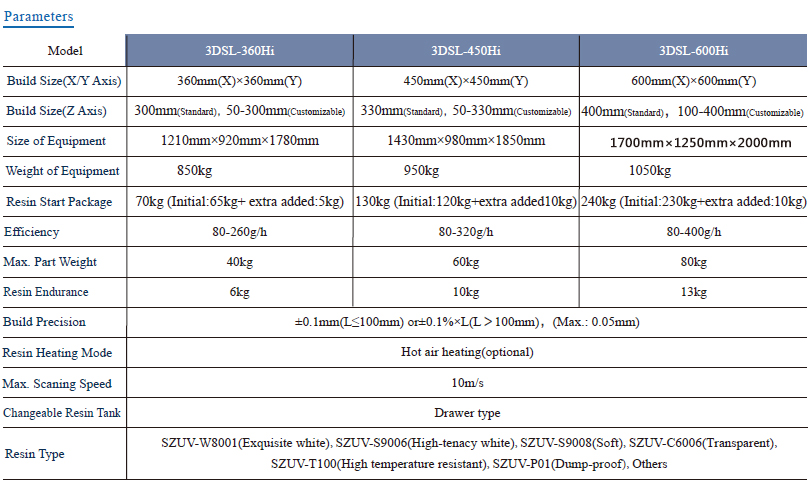
Hвысокая дакладнасць, ±0,1%
Hвельмі аднаўляльны, здольны рабіць вельмі дробныя дэталі, тонкія сценкі
Mстарая якасць паверхні выдатная
Fаст хуткасць
Hвысока аўтаматызаваны: працэс цалкам аўтаматызаваны, працэс не патрабуе ўмяшання чалавека, і абсталяванне можа быць без нагляду